The role of computer vision in Industry 4.0 innovation pipelines
Explore how computer vision solutions drive Industry 4.0 by enabling automation, improving quality control, and increasing manufacturing efficiency.

From steam engines to artificial intelligence (AI) systems, each industrial revolution has changed how we work and manufacture products. The First Industrial Revolution introduced steam power, the Second brought electricity, the Third welcomed basic automation, and now we’re in the Fourth Industrial Revolution - also known as Industry 4.0.
This new phase is driven by intelligent, connected systems that can think and learn to increase productivity. Thanks to these AI systems, companies can automate more tasks, predict when machines might break down, constantly improve operations, and respond faster to customers than ever before.
For instance, computer vision is one of the branches of AI that is driving this revolution. It helps machines see and understand visual data from factory cameras and sensors. Computer vision models like Ultralytics YOLO11 are being used to spot defects, check product quality, and even keep track of inventory, making the entire production process faster and more reliable.
In this article, we’ll explore what Industry 4.0 is and how computer vision plays a role in it. We’ll also look at real-world applications of computer vision within the Industry 4.0 space. Let’s get started!
Link to this sectionWhat is Industry 4.0? A brief history of industrial revolutions#
Before we dive into what Industry 4.0 encompasses, here’s a look at the previous industrial revolutions that paved the way for it:
-
First Industrial Revolution: In the late 1700s, factories in Britain started using water and steam power instead of traditional methods involving human and animal labor. Such a shift made it possible to mass-produce goods using machines instead of crafting them by hand.
-
Second Industrial Revolution: About 100 years later, factories started using electricity, oil, and gas. Assembly lines were introduced, and communication systems improved with the invention of the telephone and telegraph. This led to faster, more automated production.
-
Third Industrial Revolution: In the mid-1900s, factories began using computers and early automation systems. This involved using machines equipped with simple computers to help control processes and share data, marking the start of a new digital era for manufacturing.
-
Industry 4.0: Today, Industry 4.0 takes the revolution further by using AI and connected technology. Machines can now communicate, learn, and make decisions, bringing a new level of intelligence and efficiency to manufacturing.
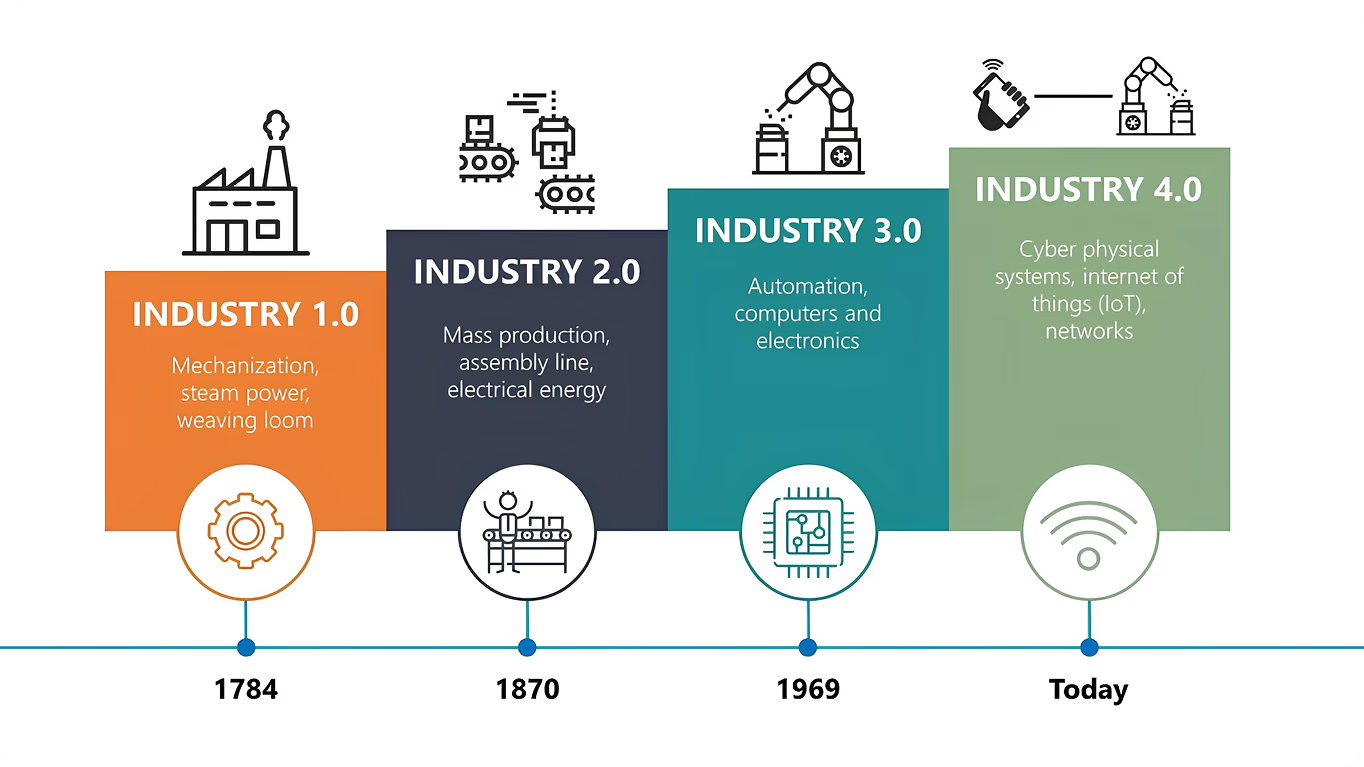
Fig 1. The history of industrial revolutions leading to Industry 4.0.
Link to this sectionAn overview of Industry 4.0 and the technologies driving it#
Next, let’s walk through exactly what Industry 4.0 is and the different technologies that define it.
Industry 4.0 is the result of merging the physical and digital worlds through 21st-century technologies. These include tools like the Internet of Things (IoT), AI, big data, and robotics - all working together to create smart factories.
These advanced factories can think, learn, and adapt, enabling businesses to boost productivity, improve efficiency, and make faster, smarter decisions with greater flexibility and customization. Here’s how some of these cutting-edge technologies function within Industry 4.0 pipelines:
-
IoT: Connects machines, sensors, and devices so they can share data in real time, monitor conditions, and respond automatically.
-
AI: Helps machines analyze data, spot patterns, and make data-driven decisions. It is great for predicting problems, checking quality, and planning ahead.
-
Big data: Turns massive amounts of factory data into impactful insights to boost efficiency and reduce downtime.
-
Robotics: Handles tasks like assembly and packaging with speed and precision. Cobots work safely alongside humans and adapt to changes.
-
Augmented reality (AR) and Virtual reality (VR): Improves training and maintenance by powering digital instructions or simulations, making complex tasks more manageable.
-
Cloud and edge computing: While the cloud handles data remotely, the edge processes it on-site. They keep Industry 4.0 operations fast, secure, and smooth.
Link to this sectionComputer vision as an enabler of Industry 4.0 innovations#
Simply put, Industry 4.0 brings together a range of advanced technologies designed to make manufacturing and industrial systems smarter, faster, and more efficient. At the core of this shift is artificial intelligence (AI), and one of the most impactful areas within AI is computer vision.
Computer vision allows machines to make sense of visual data from cameras and sensors through Vision AI tasks like object detection, instance segmentation, and semantic segmentation. These capabilities are made possible by models such as YOLO11, which can quickly and accurately analyze images to detect and classify objects, track movement, and understand visual scenes.
In an Industry 4.0 setting, computer vision plays a key role in manufacturing, logistics, and quality control. It helps reduce errors, improve accuracy, and speed up operations, especially in environments where precision is critical.
Link to this sectionA look at computer vision and Industry 4.0 in action#
Now that we've covered what Industry 4.0 is and the key technologies driving it, let’s explore some real-world case studies that showcase the role of computer vision in this technological revolution.
Link to this sectionVision-driven warehouse operations#
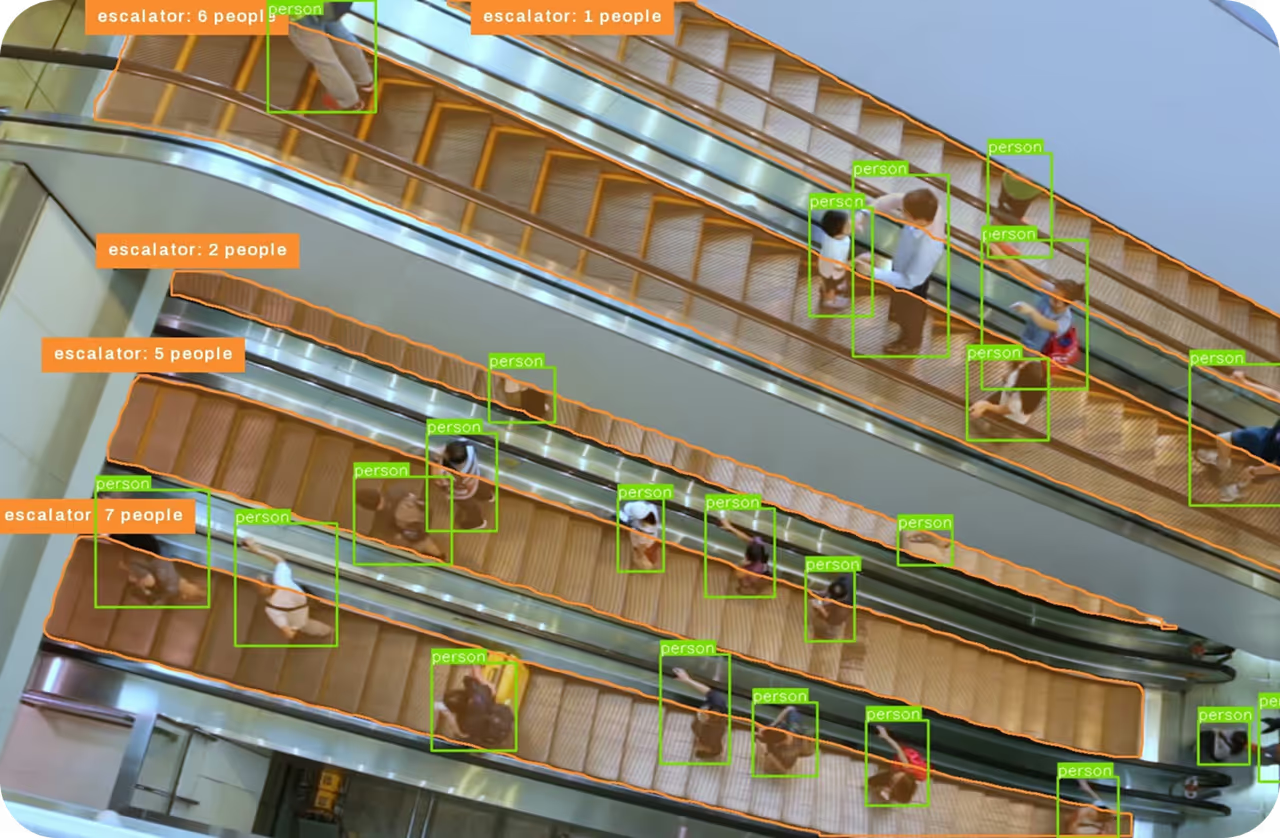
Nowadays, e-commerce warehouses are using robots equipped with cameras, IoT sensors, and computer vision to navigate facilities, sort items, and perform precise tasks with minimal human intervention. Vision systems also enhance workplace safety by detecting hazards, such as missing protective gear or workers entering restricted zones, and sending real-time alerts. Meanwhile, employees can track inventory live through Vision AI-powered systems, which help automate restocking, improve demand forecasting, and streamline overall logistics.
Amazon’s fulfillment centers are a great example of Industry 4.0 in action. These facilities leverage robots with cameras and sensors to help manage inventory in real time. They can autonomously move packages from one area to another and perform tasks like counting and sorting. This cuts down on errors and makes restocking faster and more accurate.

Fig 2. AI and robotic technology at work in an Amazon facility.
Link to this sectionComputer vision in manufacturing#
Vision AI solutions can predict the breakdown of machines before it actually happens. This is commonly referred to as predictive maintenance. Predictive maintenance systems equipped with computer vision can monitor expensive machines around the clock.
These systems can detect signs of wear and tear early, making it possible for maintenance to be scheduled before issues cause downtime. This helps keep operations running smoothly and efficiently, and many manufacturing companies are already using these technologies.
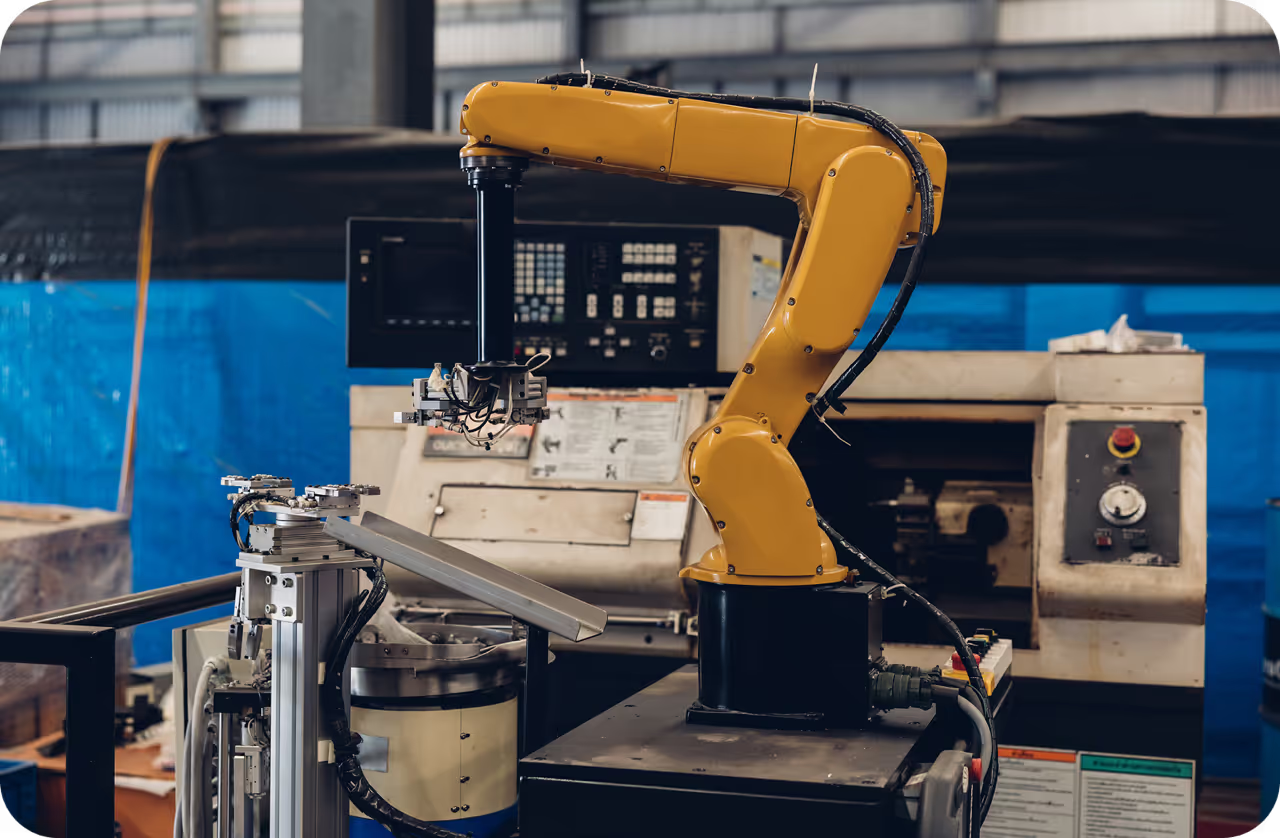
For example, Toyota uses computer vision for predictive maintenance in its factories. At its manufacturing plant in Indiana, USA, robots equipped with cameras and AI continuously monitor equipment for anomalies to ensure everything functions properly. Issues can be detected in real-time, supporting immediate intervention to prevent breakdowns.

Fig 3. Toyota uses computer vision systems to find and fix maintenance issues.
Link to this sectionAutomated electronics inspection with computer vision#
When it comes to electronics manufacturing, every tiny detail matters. Computer vision can help detect flaws like hairline cracks or soldering mistakes on circuit boards, things typically too small or fast-moving for the human eye.
Using high-resolution cameras and AI, parts can be inspected quickly and accurately, reducing the need for extensive manual checks. This speeds up production, reduces errors, and positions companies to meet the fast-paced electronics market's high demand and tight deadlines.
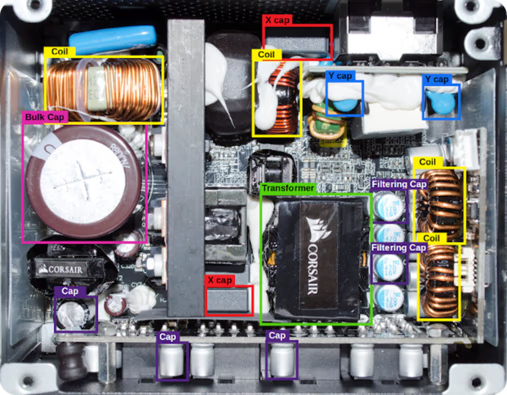
Fig 4. An example of using computer vision to detect electronic circuit components.
Link to this sectionThe future of Industry 4.0 and computer vision#
The future of Industry 4.0 is rapidly evolving with technologies like edge AI, 5G, and low-code platforms. Edge AI processes data right where it's collected, like on the factory floor, allowing faster, data-driven decisions without relying on the cloud.
Paired with 5G, it supports real-time communication between machines and systems. At the same time, low-code tools let users with non-tech backgrounds build automation workflows, speeding up digital transformation across factories and supply chains.
Link to this sectionKey takeaways#
Computer vision is a game-changing technology in Industry 4.0, making factories smarter and more efficient than ever before. Various companies are using Vision AI to predict issues before they occur and to detect product defects automatically.
As technology evolves, integrating AI, IoT, and edge computing is empowering even greater levels of automation and efficiency - helping businesses keep pace with rapidly growing demand.
Want to learn more about computer vision and AI? Explore our GitHub repository, connect with our community, and check out our licensing options to jumpstart your computer vision project. If you're exploring innovations like AI in manufacturing and computer vision in the automotive industry, visit our solutions pages to discover more.