Manufacturing automation using vision AI
Discover manufacturing automation powered by vision AI. Enhance production, defect detection, and robotic guidance for smarter industrial processes.

Recently, the idea of a dark factory that operates around the clock without human support or instruction has become a reality. Manufacturers are beginning to pilot such smart factories. One of the key technologies driving this wave of innovation is vision AI.
Vision AI, also known as computer vision, is a branch of artificial intelligence (AI) that enables machines to interpret and understand visual data like images and videos. In a manufacturing context, it makes it possible for systems to see through cameras and sensors, analyze what they detect in real time, and make decisions.
In particular, Vision AI can have a significant impact on factors like quality control, operational efficiency, worker safety, and predictive maintenance. In this article, we’ll explore how vision AI is powering automated manufacturing systems.
Link to this sectionWhat is Vision AI in manufacturing?#
Before recent tech advancements in areas like AI, machine vision in manufacturing relied on fixed, rule-based systems. These systems used cameras and software to check barcodes, measure dimensions, or detect obvious defects, but they only worked reliably in very controlled environments. The leap from these rigid systems to vision AI lies in the ability to learn, adapt, and handle real-world variability.
Specifically, computer vision models like Ultralytics YOLO11 are at the core of this progress. These models can be trained to detect and classify objects within images or video streams, even in complex or fast-moving environments.
With respect to automated manufacturing systems, this means vision AI can be used to perform real-time defect detection, verify correct component assembly, and guide robotic arms in precise pick-and-place operations.
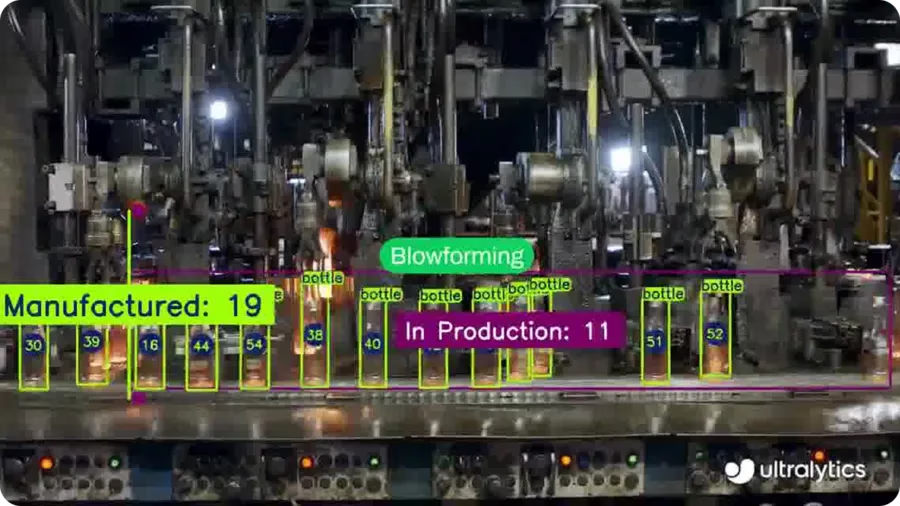
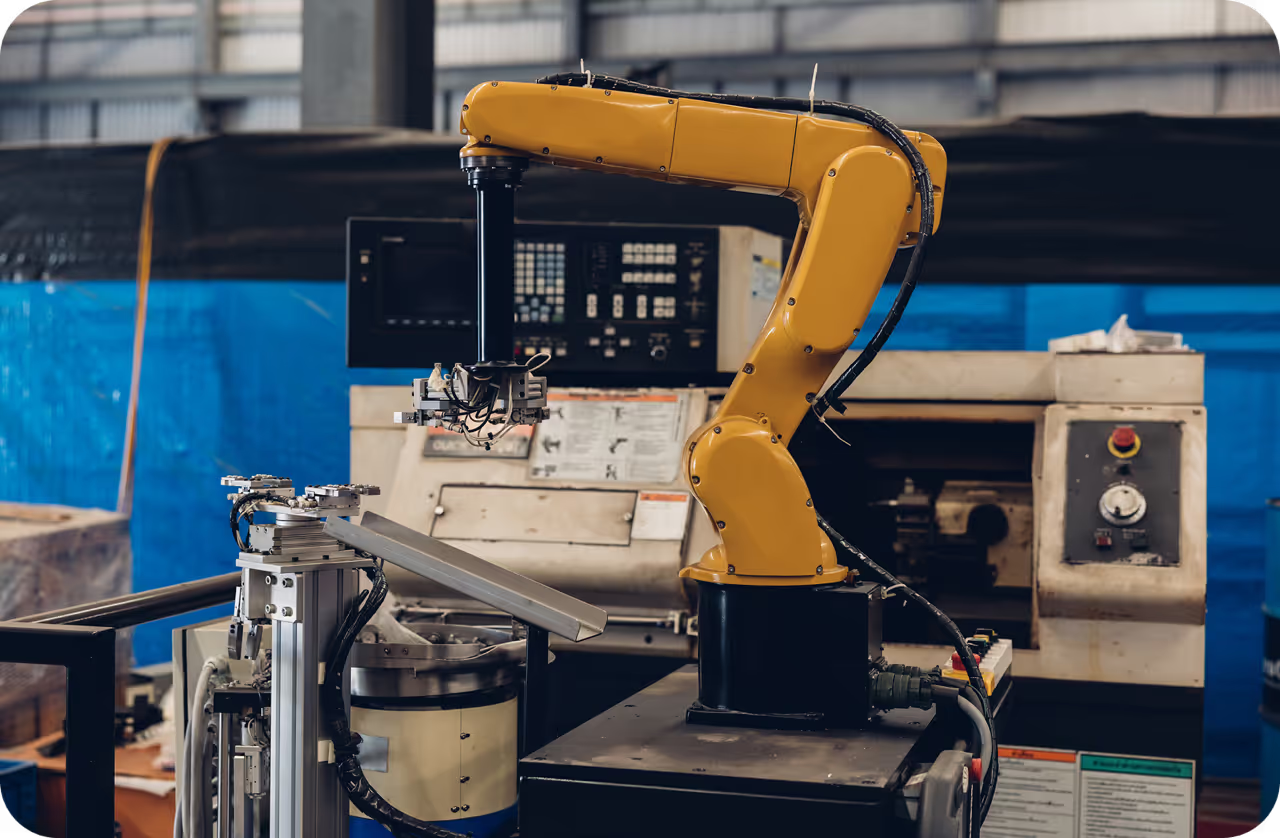
Fig 1. A demo of how YOLO11 can be used to monitor automated manufacturing systems. (Source)
Link to this sectionHow Vision AI works#
A typical Vision AI workflow in manufacturing automation starts with cameras and sensors capturing images or video from the production line. The data is then collected, preprocessed, and annotated so the system can learn the difference between defective and good parts.
Computer vision models such as YOLO11 are then trained on this labeled data. These models can perform tasks like object detection, which means identifying and locating items in an image.
Once validated, the model is deployed to production for real-time tasks like label checks, packaging quality, and safety compliance. Ongoing monitoring and maintenance keep it accurate and adaptable to changing conditions.
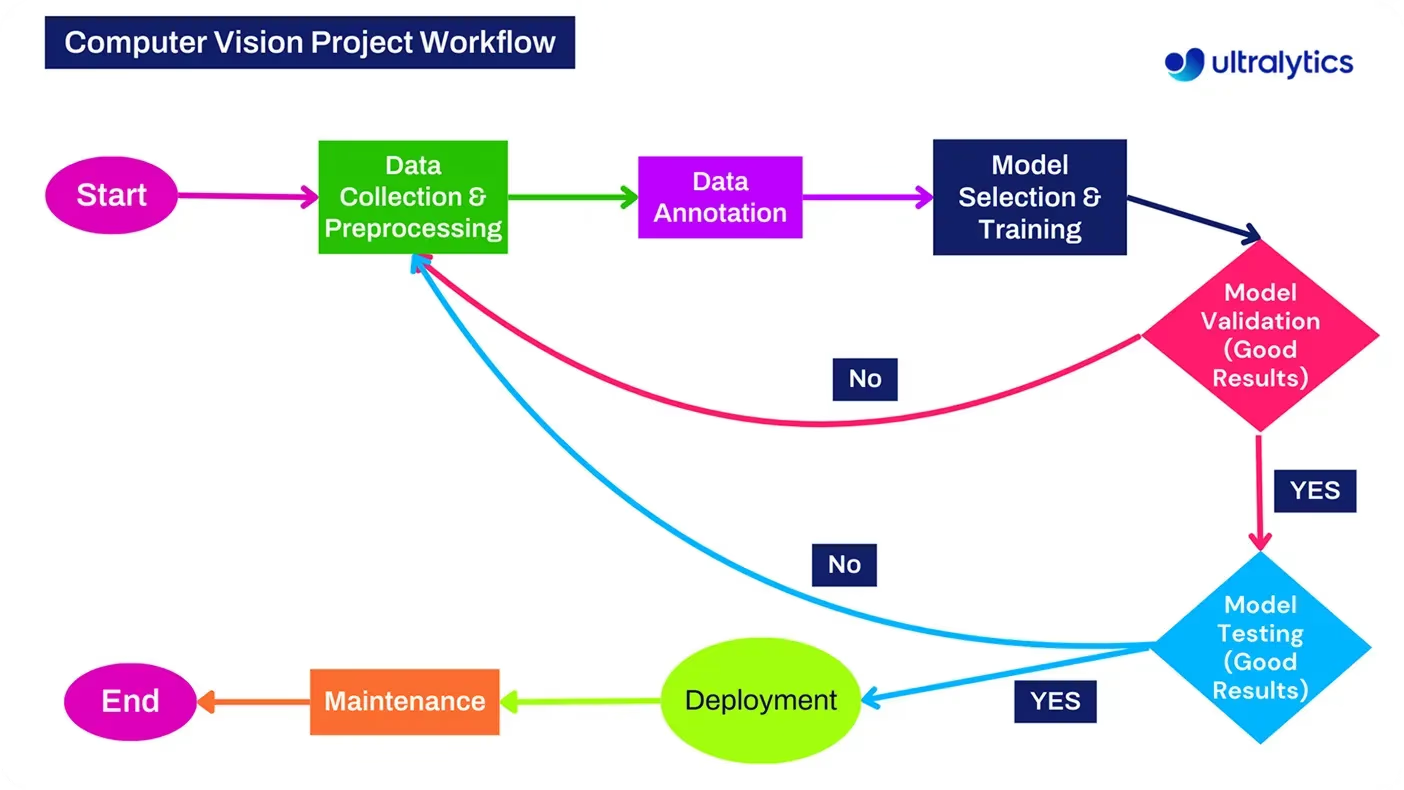
Fig 2. Understanding the workflow of a vision AI project (Source)
Link to this sectionKey technologies related to Vision AI#
Next, let’s take a closer look at some of the core vision AI concepts that enable manufacturing process automation.
Vision AI models like YOLO11 support several key computer vision tasks. These tasks form the foundation of how machines interpret visual data and act on it in manufacturing environments.
Here’s a glimpse of some of the computer vision tasks supported by YOLO11:
- Object detection: This task focuses on identifying what objects are present in an image and pinpointing their exact location with bounding boxes.
- Instance segmentation: Beyond locating objects, this approach captures their detailed contours and separates them individually, no matter how close they are.
- Object tracking: After detection, tracking takes over to keep each object’s identity intact while observing how it moves through different frames in a video.
- Pose estimation: By identifying key points on an object, pose estimation determines its position and orientation, showing how it is placed or how it moves.
Link to this sectionKey applications of Vision AI in manufacturing automation#
Now that we have a better understanding of how vision AI works, let’s walk through some practical examples of automation in manufacturing.
Link to this sectionAutomated quality control and inspection using computer vision#
Quality control is a crucial part of any production line, making sure products meet strict standards before reaching customers. With Vision AI, this process has become more accurate and efficient. In fact, process automation in manufacturing powered by computer vision has made inspection tasks faster, more consistent, and far less prone to error.
Link to this sectionAssembly verification driven by Vision AI#
Similar to quality control, assembly verification plays a vital role in keeping production lines accurate and efficient. Vision AI models like YOLO11 can inspect each step of the assembly process in real time, identifying whether components are correctly positioned and secured.
In the case of beverage manufacturing, for instance, YOLO11 can detect and count cans as they move through the line, while also verifying that each one is properly filled and sealed. This speeds up inspection and minimizes the risk of defective products reaching the market.
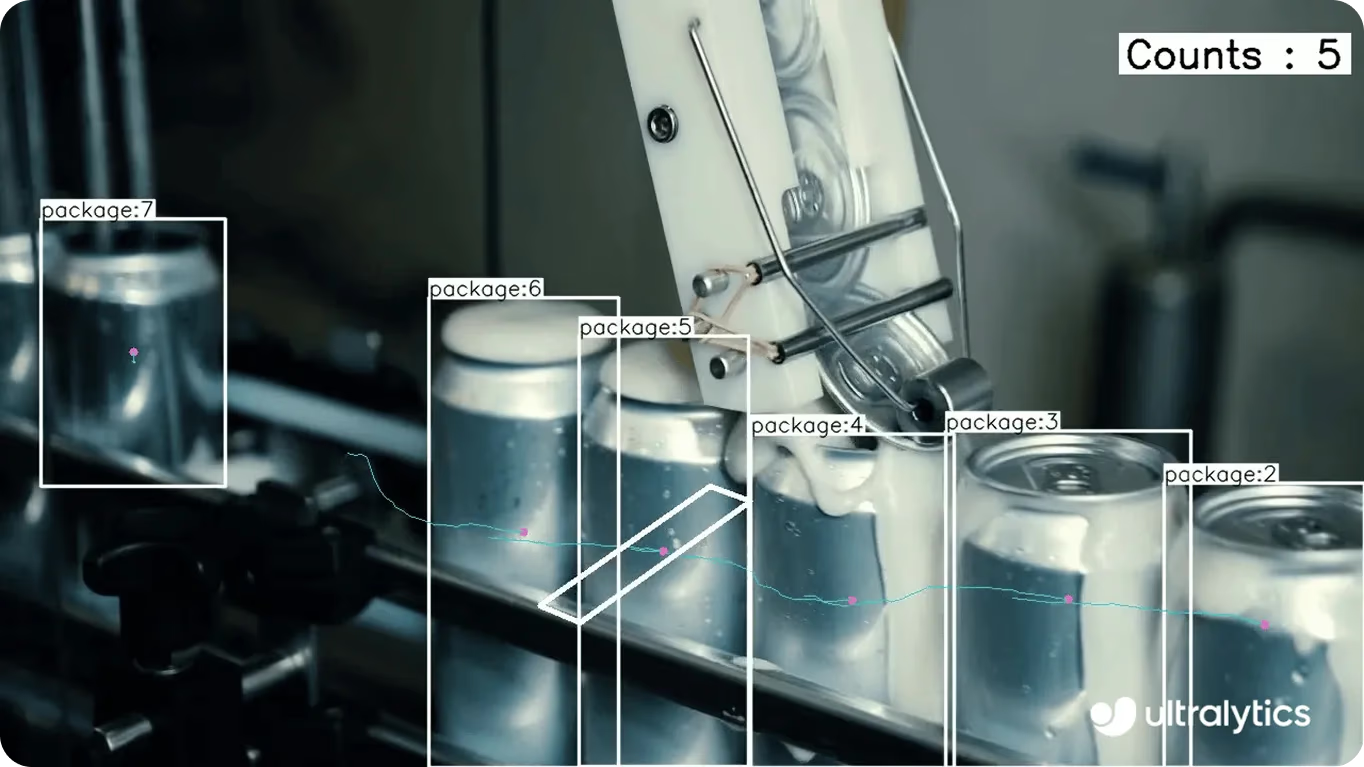
Fig 3. An example of using YOLO to analyze an automated assembly line.
Link to this sectionRobotic guidance and navigation enabled through Vision AI#
Consider a robot picking and placing components on a production line. Traditionally, such robots rely on fixed programming and precise positioning, which makes them less adaptable to variations.
With Vision AI, however, these automated manufacturing robots can see their environment, detect parts in different orientations, and adjust their movements on the fly. Models like YOLO11 help detect and track objects in real time, guiding robotic arms with the precision needed to grip, move, and assemble items accurately.
Link to this sectionPredictive maintenance and anomaly detection#
Another important application of vision AI in manufacturing is predictive maintenance. By continuously monitoring machines and equipment, vision systems can detect early signs of wear, overheating, leaks, or other anomalies that might lead to breakdowns.
When combined with robotics process automation in manufacturing, these insights can trigger automated workflows such as adjusting machine settings, rerouting production tasks, or even dispatching maintenance robots to address issues.
Link to this sectionInventory management and logistics powered by Vision AI#
Production lines consist of many moving parts, and keeping track of products as they move through each stage isn’t always easy. Vision AI helps by detecting, tracking, and counting items in real time. This gives manufacturers a clear view of inventory as it moves along the line.
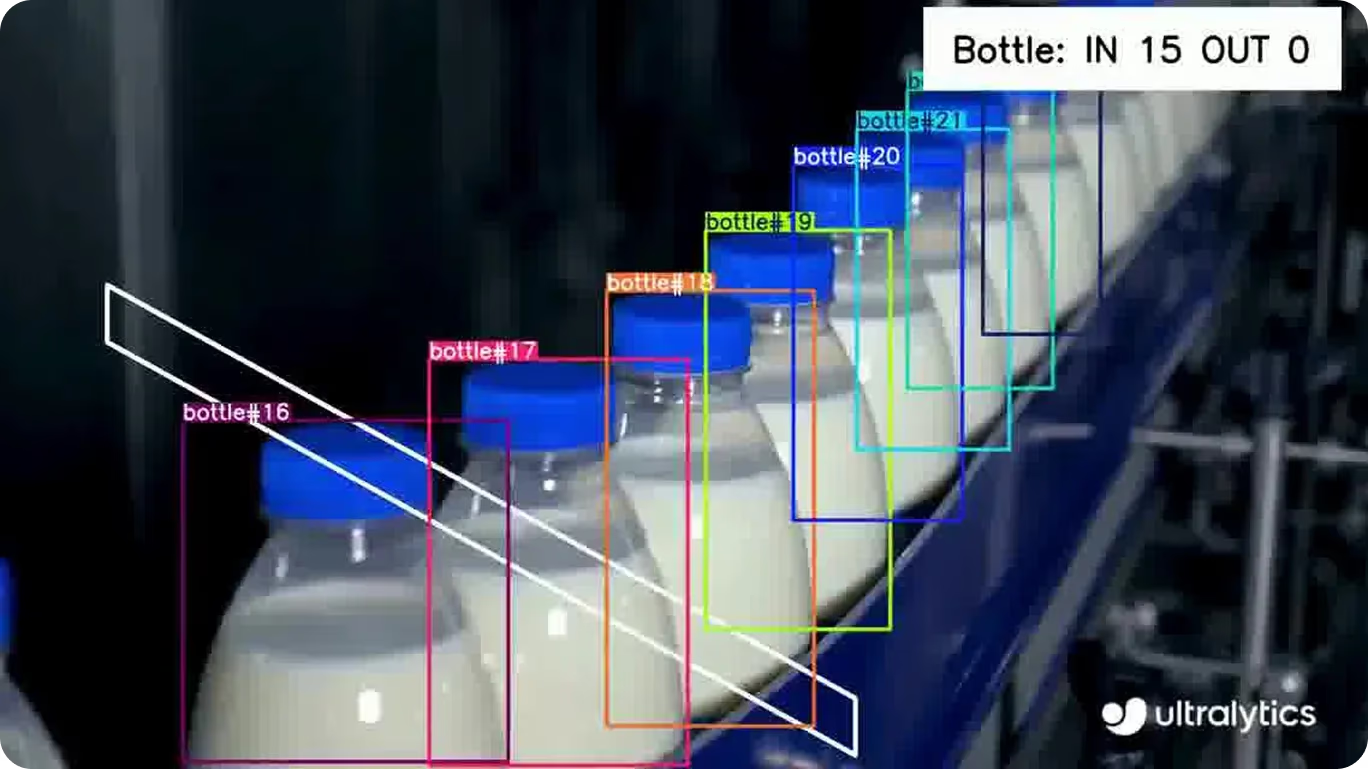
Fig 4. Using YOLO to detect, track, and count products on a production line. (Source)
Instead of depending only on manual checks, vision systems keep stock levels updated automatically. They can also flag irregularities and spot bottlenecks before they become bigger issues. With this kind of visibility, it becomes easier to manage warehouses, coordinate logistics, and keep the supply chain running smoothly.
Link to this sectionBenefits of implementing Vision AI in manufacturing#
The benefits of automation in manufacturing are becoming very clear as vision AI is adopted across production lines. Next, let’s look at some of the key advantages it brings.
Link to this sectionEnhanced quality & reduced rework#
Vision AI enables automated quality checks and defect detection at every stage of production. By identifying issues early, manufacturers can reduce costly rework, minimize waste, and deliver products that consistently meet high standards.
Link to this sectionIncreased efficiency & throughput#
Vision AI solutions can make production lines more efficient by streamlining workflows and reducing bottlenecks. From robotics process automation in manufacturing to adaptive assembly systems, companies can accelerate output while maintaining accuracy.
Link to this sectionCost savings#
One of the vital benefits of automation in manufacturing is the reduction in waste and repetitive labor costs. By streamlining routine tasks, vision AI helps companies cut expenses while making better use of their resources.
Link to this sectionImproved safety#
Automated manufacturing robots enabled by vision AI can take on hazardous or repetitive tasks, creating safer environments for workers. AI-driven monitoring can also prevent accidents by identifying safety risks before they escalate.
Link to this sectionData-driven insights#
Vision AI turns every inspection into valuable data, giving manufacturers insights into performance, defects, and equipment health. These analytics support process improvements, predictive maintenance, and smarter decisions.
Link to this sectionChallenges and considerations for Vision AI implementation#
While there are a range of benefits related to automation in manufacturing, implementing vision AI innovations comes with a few challenges as well. Let's discuss a couple of limitations to consider.
Link to this sectionData collection & annotation#
Vision AI systems rely on high-quality data to perform well. They need large sets of clearly labeled images or videos so the model can learn to recognize patterns, such as spotting defects or confirming product quality.
Link to this sectionIntegration with existing systems#
For Vision AI to make a real difference in automated manufacturing systems, it needs to integrate seamlessly with systems like Enterprise Resource Planning (ERP), Manufacturing Execution Systems (MES), and robotics. However, integration with older legacy systems can be complex and may require additional customization or upgrades.
Link to this sectionExpertise & resources#
Adopting Vision AI in manufacturing requires skilled experts who can manage AI models, interpret data, and maintain automated systems. Without the right personnel and resources, it can be difficult to fully benefit from automation in manufacturing.
Link to this sectionScalability & maintenance#
Scaling Vision AI across multiple production lines can be demanding, as each line may require customization. Ongoing maintenance and updates also take time and resources to keep systems reliable.
Link to this sectionThe future of manufacturing with Vision AI#
Recent trends in manufacturing, like dark factories and robots that can switch out their own batteries, are being made possible by vision AI. As these technologies evolve, the future of automation in manufacturing is moving toward environments where production systems operate with little to no human intervention.
Simply put, vision AI is making factories more adaptive. Instead of relying on rigid, preprogrammed rules, production lines can adjust in real time to changes in demand, equipment performance, or supply availability.
Link to this sectionKey takeaways#
Manufacturing automation in industries like automotive, electronics, and consumer goods is reshaping design, assembly, and delivery, with vision AI driving the shift. By reducing waste, improving safety, and boosting efficiency, AI in manufacturing pushes the future toward fully connected, adaptive factories.
Join our growing community! Explore our GitHub repository to learn more about AI. Thinking about applying computer vision to your workflows? Check out our licensing options. Discover AI in retail and vision AI in healthcare by visiting our solutions pages!