Smart manufacturing: A guide to intelligent production
Understand the smart manufacturing principles and computer-integrated manufacturing, grasp Industry 4.0, and optimize your supply chain inefficiencies.
People often associate manufacturing factories with assembly lines and workers putting together different parts. However, advancements like artificial intelligence (AI), computer vision, and robotics redefine manufacturing in innovative ways. Smart factories now have connected machines, automated systems, and data-driven processes. These features improve efficiency and reduce human error.
In this article, we will explore the concept of smart manufacturing and its impact on industrial production.
Link to this sectionWhat is smart manufacturing?#
Smart manufacturing involves using cutting-edge technologies like IoT (Internet of Things) and AI to improve how factories work. Smart manufacturing connects machines, sensors, and systems. This allows the team to share real-time data across the whole production line.
This means factories can quickly spot issues, adjust traditional manufacturing processes, and automate decision-making. By transforming such facilities into smart factories, manufacturers - including small and medium enterprises - can achieve greater efficiency, flexibility, and responsiveness in their operations.
The core principle powering smart manufacturing is intelligent integration, which brings together digital technologies, data, and automation into a single, connected system. All parts of a smart factory work together. This helps improve operations, make smarter decisions, and respond quickly to changes.
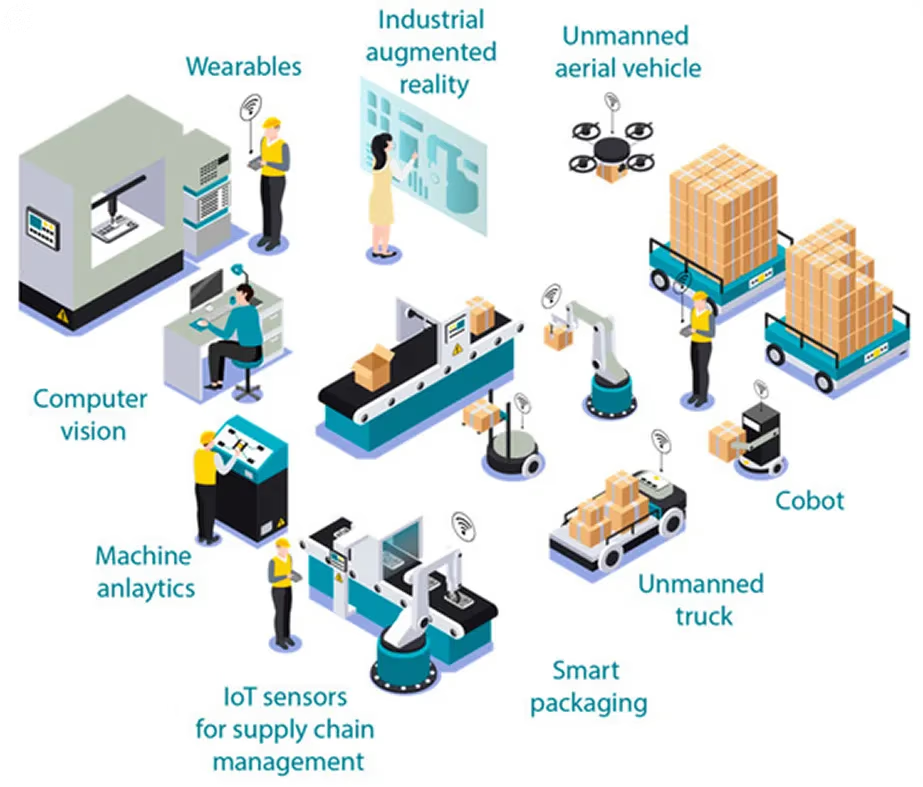
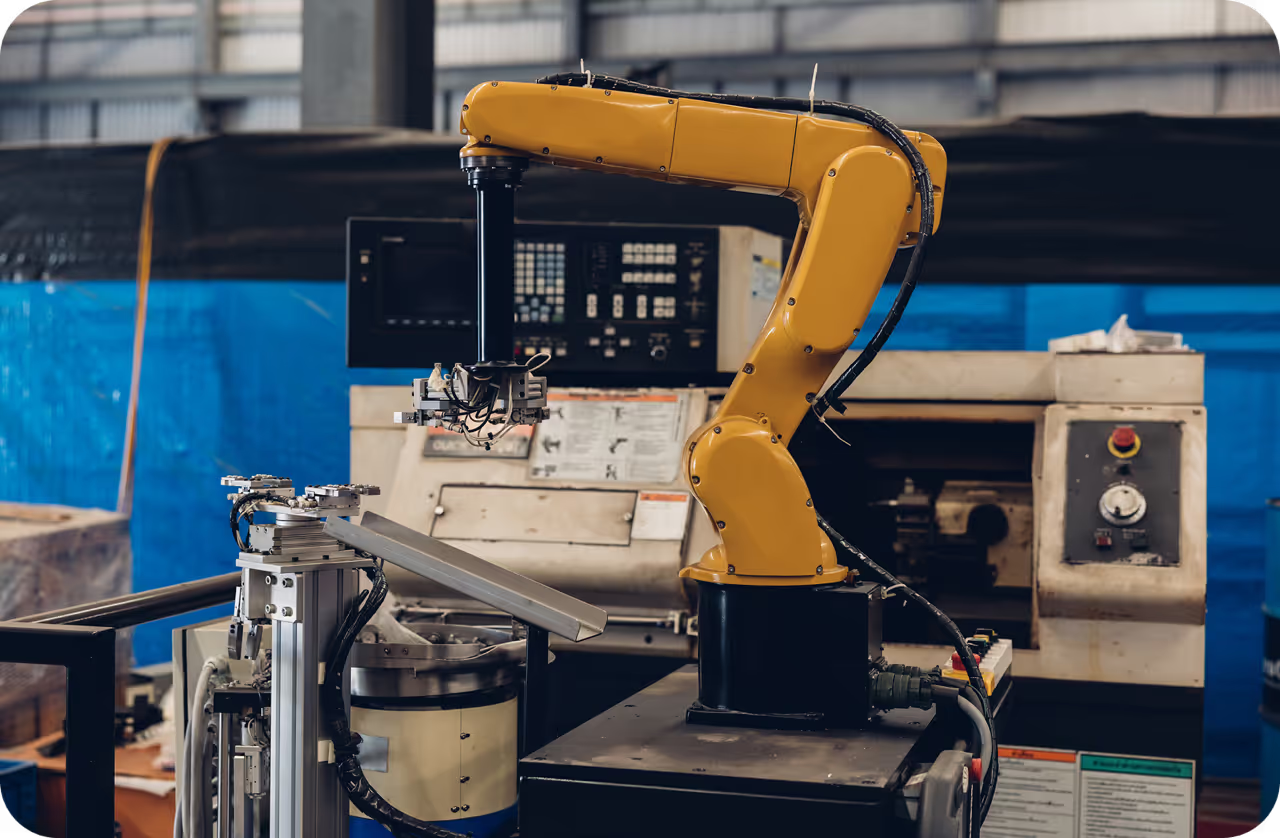
Fig 1. A look at a smart factory. (Source)
Link to this sectionExploring smart factories and intelligent manufacturing#
Since the early 2010s, manufacturers around the world have been steadily moving toward intelligent manufacturing. By 2025, around 92% of manufacturers believe that smart manufacturing is important for staying competitive in the coming years. This growing interest comes from managing operations better in smart factories than in traditional setups.
For instance, consider a production line in an electronics manufacturing plant. In a traditional setup, inspectors often find defects only during manual quality checks at the end of the line. This increases the risk of faulty products reaching customers.
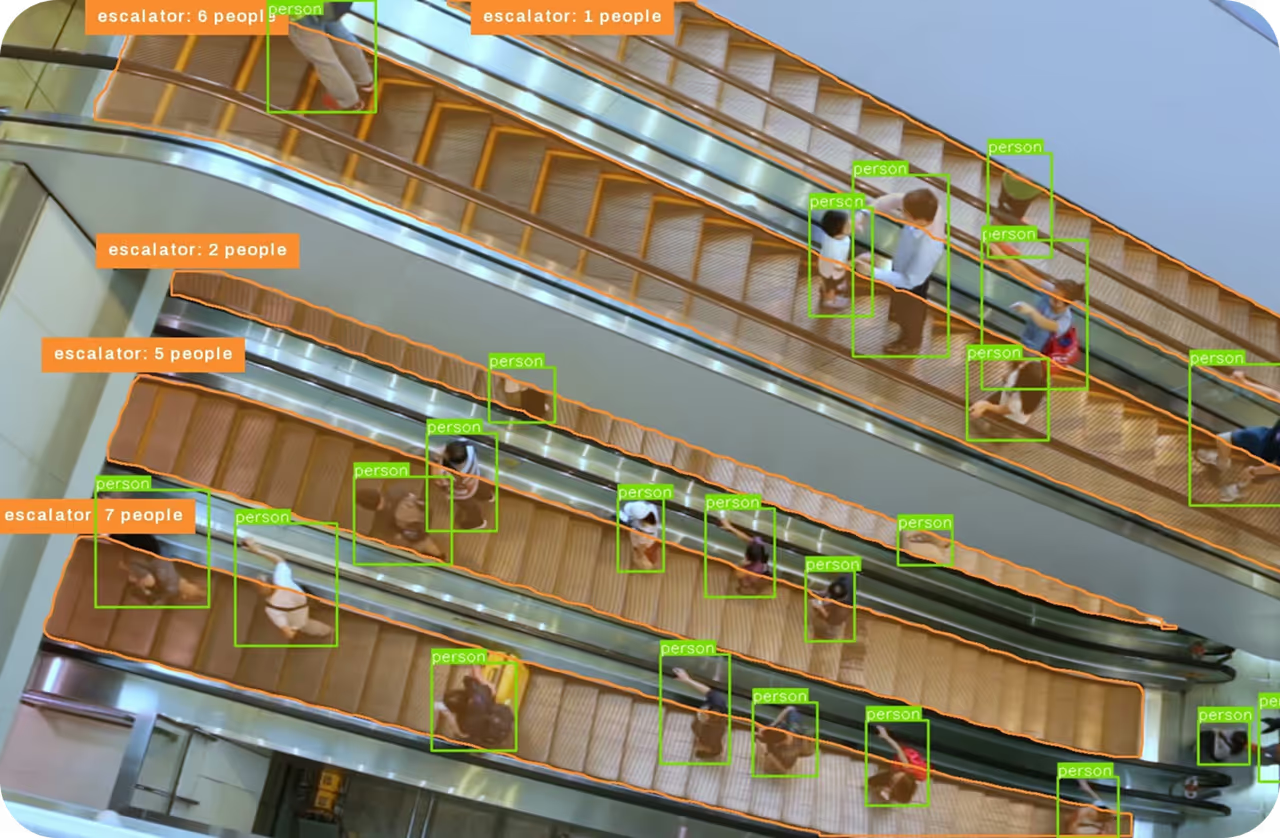
In a smart factory, computer vision is a part of AI. It focuses on analyzing visual data. This technology can inspect each component in real time.
If the system finds a misaligned chip or a soldering defect, it can quickly flag the problem. It can remove the item from the line and alert the workers.
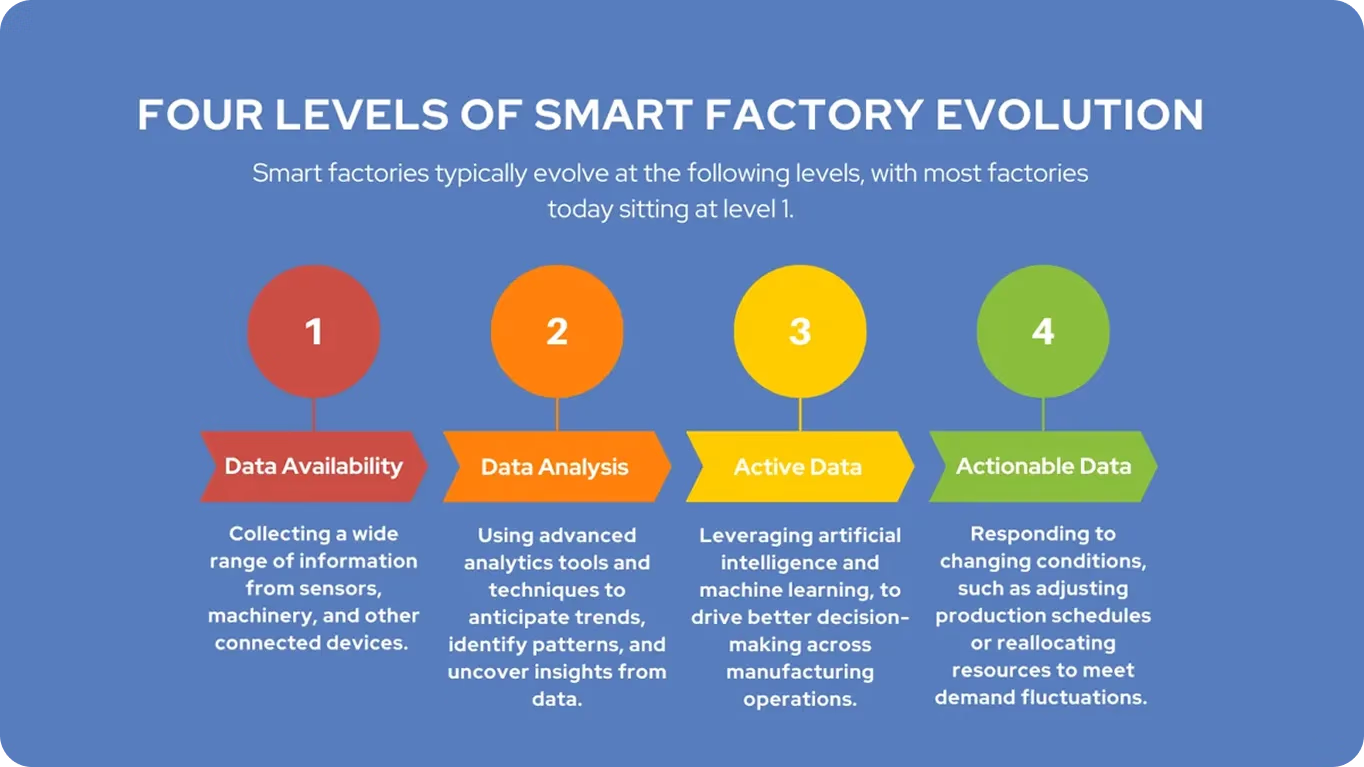
Fig 2. Smart factory evolution. (Source)
Link to this sectionCore technologies used in a smart factory#
Here’s a closer look at the different technologies used in smart factories:
-
IoT and Industrial IoT (IIoT) connect machines, sensors, and systems. They collect and share real-time data in factories. This assists teams with monitoring equipment, spotting issues early, and keeping everything running smoothly with less downtime.
-
Machine learning (ML): ML analyzes data patterns to predict outcomes, optimize workflows, and reduce errors. In smart factories, it can automate decisions and make operations more efficient over time.
-
Cloud computing: Cloud platforms let manufacturers store, access, and analyze data from anywhere. It makes it easier to manage multiple facilities, track performance, and respond quickly to changes on the production floor.
-
Industrial robotics: Smart factories can boost productivity by automating tasks with industrial robots. Robot-enabled production processes can result in faster workflows, fewer errors, and consistent output around the clock.
-
Data processing at scale is important. Data tools can manage vast quantities of information. You can organize this information or leave it unorganized. These tools are useful in a factory setting. These insights help smart factories improve quality, optimize performance, and respond to issues more quickly.
-
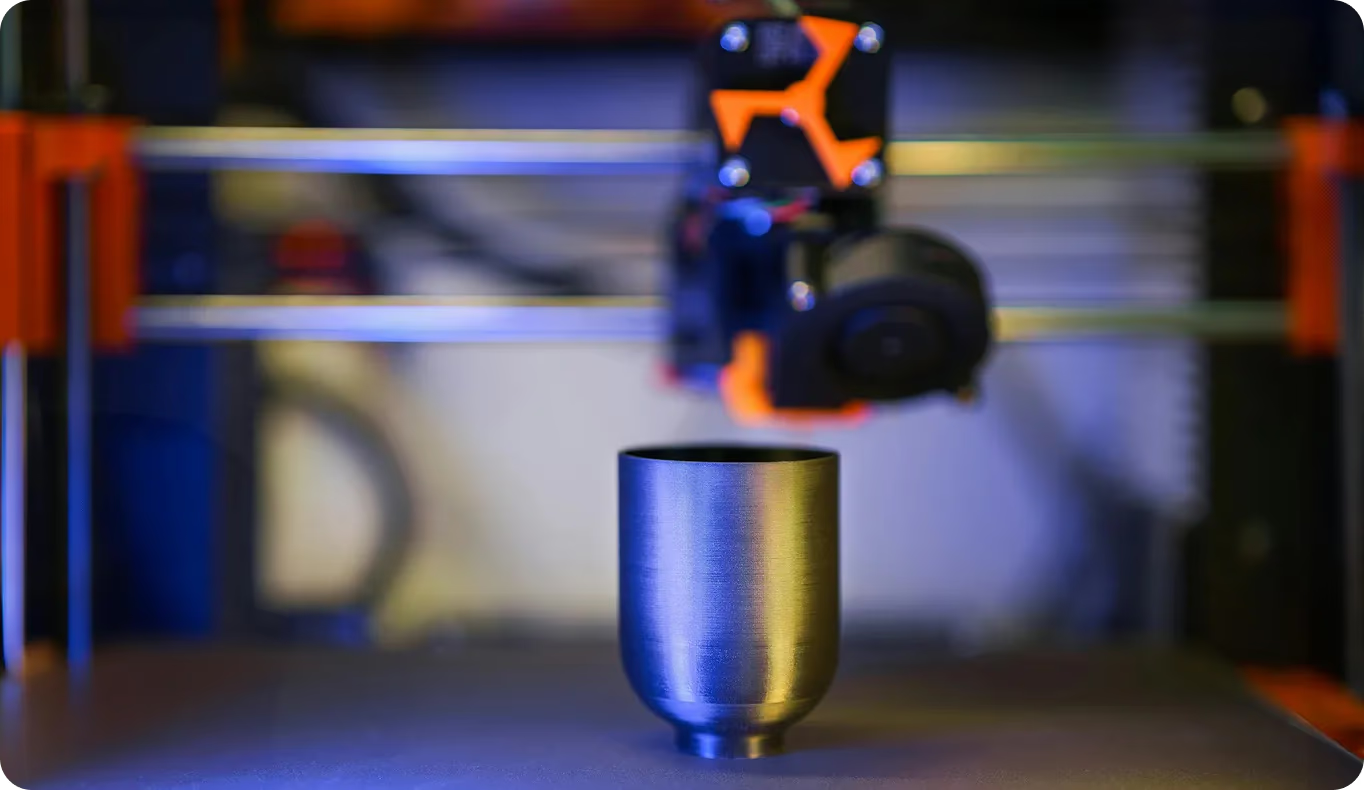
Additive manufacturing, or 3D printing, makes parts by adding material one layer at a time. It does not cut or mold. In smart factories, it reduces waste and makes it easier to produce custom or small-batch items quickly.
-
Digital twin manufacturing: Virtual models create digital twins of real machines, systems, or processes in a factory. These digital twins help smart factories test changes, predict problems, and improve performance without interrupting actual operations.
-
Vision AI: Computer vision models, like Ultralytics YOLO11, can detect and analyze visual details on the production line. In smart factories, it can automatically find defects, check product quality, and lower the need for manual inspection.
Link to this sectionIndustry 4.0: The foundation of smart manufacturing#
Next, we’ll walk through the core technologies that define Industry 4.0 and explain how they work together to power today’s smart factories.
While exploring smart manufacturing innovations, you might notice another key term mentioned often: Industry 4.0. So, what is Industry 4.0?
Industry 4.0, also known as the Fourth Industrial Revolution, is the shift toward fully connected and intelligent manufacturing systems. It builds on earlier industrial phases by using technologies like IoT, AI, cloud computing, and machine learning. This helps create smarter, faster, and more flexible production environments.
Next, we will look at the main technologies that make up Industry 4.0. We will explain how they work together to power today’s smart factories.
Link to this sectionWhat defines Industry 4.0 technologies?#
Industry 4.0 technologies encompass various advanced digital tools. But how do we know if a technology fits within the Industry 4.0 framework? It should allow real-time data exchange, support automation, and improve the link between physical equipment and digital systems.
Link to this sectionTransitioning from Industry 3.0 to Industry 4.0#
To understand Industry 4.0 technologies better, we should look back at Industry 3.0. This will show us how things have changed.
Industry 3.0 introduced automation through the use of computers, basic robotics, and programmable logic controllers. While this was a significant advancement, most systems still worked alone and did not communicate in real time. Industry 4.0 goes further by connecting machines, devices, and software.
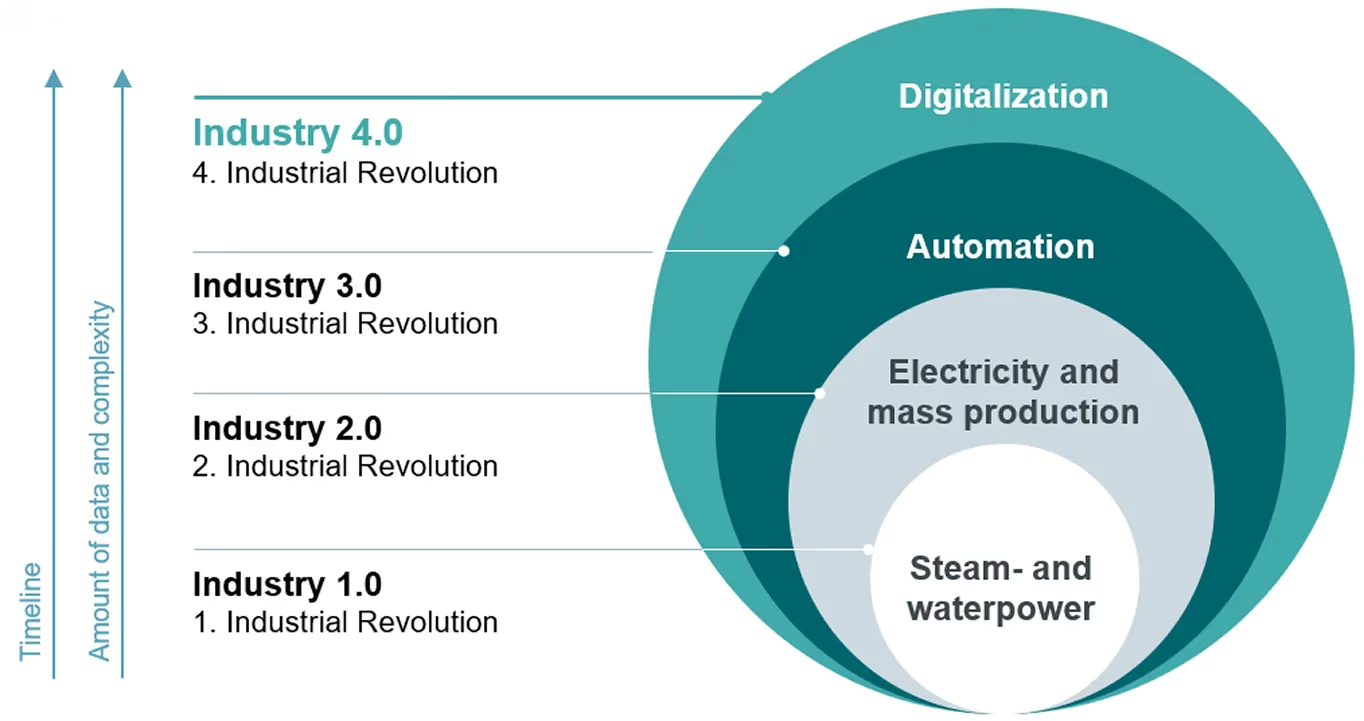
Fig 3. An overview of industrial revolutions. (Source)
Link to this sectionExamples of smart manufacturing#
Here are a couple of interesting real-world examples of smart manufacturing:
- Kiwitron is an Italian company that focuses on industrial safety. They created KiwiEye, an AI system that uses computer vision. This system helps find hazards on factory floors.
- Food inspection: Special Video is a company that focuses on industrial vision systems. They used computer vision to help food manufacturers automate pizza inspections on fast production lines.

Fig 4. Using computer vision to inspect pizza toppings. (Source)
Link to this sectionOptimizing the manufacturing supply chain#
Next, let’s discuss why there’s a need to keep improving how the manufacturing supply chain works.
Many traditional systems still use manual tracking or old tools. This makes it hard to keep up with changes or fix problems quickly. As factories improve and customer needs increase, businesses now need real-time visibility and smarter supply chain tools.
Link to this sectionData-driven supply chain tools in smart factories#
Smart factories use AI in the supply chain. This helps make faster and better decisions at every stage, from buying to delivery. Artificial intelligence tools help forecast demand, monitor inventory in real time, and spot issues before they affect production.
For example, predictive analytics allows manufacturers to prepare for disruptions, while intelligent planning tools can adjust schedules and resource allocation as needed. Computer vision is important for watching packaging lines. It checks shipments and finds problems like damaged goods or wrong labels. These data-driven tools help make supply chains more accurate, flexible, and responsive to change.
Link to this sectionAutomated manufacturing#
As manufacturing gets smarter, it’s becoming more and more automated. In fact, some companies now operate dark factories - fully automated facilities that run without any human presence on-site. This move toward manufacturing automation helps streamline workflows and keeps operations running 24/7.
The benefits of automated manufacturing include improved quality control, cost efficiency, and greater flexibility. Factories can reduce manual errors and automate their processes. This helps them scale production easily. They can also respond quickly to changes and keep high productivity all day long.
Link to this sectionThe future: Smart manufacturing to Industry 5.0#
The future of manufacturing is moving beyond automation and toward something more collaborative and people-focused. Industry 4.0 brought smart factories and connected systems. Now, Industry 5.0 aims to bring humans and machines closer together. They will work side by side.
AI in manufacturing will likely play a significant role in this shift. As technology improves, manufacturing will be more flexible and efficient. The solution will also better meet business demands and human needs.
Join our growing community! Explore our GitHub folder to dive deeper into AI.
Are you ready to start with computer vision? Check out our licensing options. Discover more about AI in healthcare and computer vision in retail on our solutions pages!