Exploring image processing, computer vision, and machine vision
Discover the differences between image processing, computer vision, and machine vision and how these technologies are used for tasks like visual data analysis.

AI can be used to analyze all kinds of data, and when it comes to visual data like images and videos, this falls under the domain of image analytics, which involves different technologies. Image processing, computer vision, and machine vision make it possible for computers to see and understand the world by analyzing images and video frames. Although these three technologies seem similar, key differences make them useful for a variety of applications. Image processing focuses on manipulating and enhancing images and video frames, while computer vision goes a step further by using these processed images to help computers interpret and understand their content. Machine vision, on the other hand, applies computer vision techniques specifically to industrial settings, such as for inspections and quality control tasks.
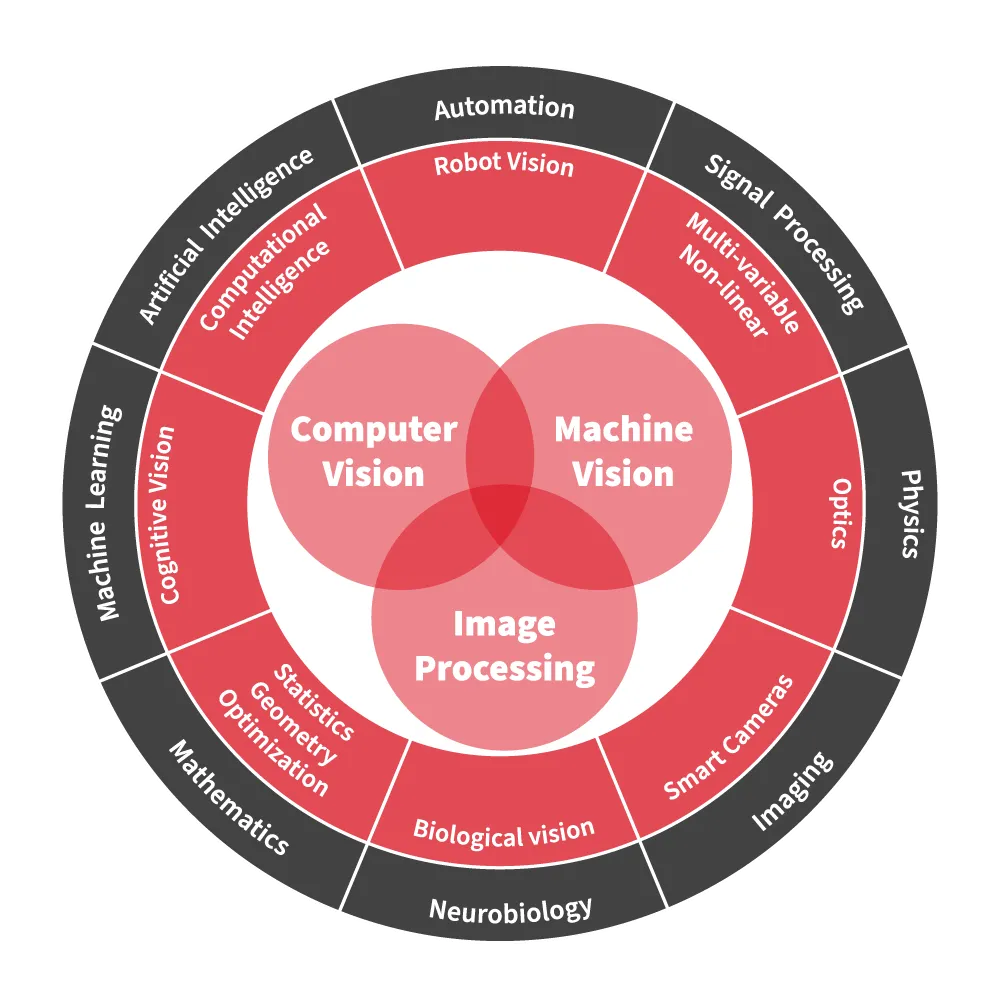
Fig 1. The Key Technologies Used for Analyzing Visual Data.
These three fields enable various applications across many industries, such as healthcare, manufacturing, and agriculture. In this article, we’ll explore image processing, computer vision, and machine vision and discuss their differences. We’ll also walk through how they work and how they are used in various industries. Let’s get started.
Link to this sectionWhat is image processing?#
Let’s start with the fundamental technique behind both computer vision and machine vision: image processing. It involves using algorithms to manipulate and enhance digital images, adjusting parameters such as brightness, contrast, color balance, or filtering out noise, to prepare them for more advanced analysis and interpretation.
Let’s take a look at how it works. Image processing is done by breaking down images into individual pixels and then manipulating these pixels to achieve desired effects. For example, to make an image brighter, the algorithm might increase the intensity of each pixel. Similarly, to detect edges, it might look for sudden changes in pixel values. By applying mathematical operations and algorithms to these pixels, image processing can be used to enhance image quality, extract information, or create new images.
Image-processing techniques are also essential for data processing and creating visual datasets with clear, high-quality images and help computer vision and machine vision systems analyze them accurately. Libraries like OpenCV and MATLAB provide robust frameworks that make these image-processing techniques accessible to developers and researchers across a range of fields.
Here are some popular image-processing techniques:
- Filtering: Filtering is applied to reduce noise levels in an image by smoothing out the variations and distortions. Some common filters include Gaussian filters for blurring and median filters for removing salt-and-pepper noise, which appear as random white and black pixels.
- Edge detection: It is used to identify the boundaries of objects in an image by detecting sharp changes in pixel intensity. Applications like medical imaging use edge detection to outline the structure of organs and tumors.
- Thresholding: Thresholding in image processing involves converting a grayscale image into a binary image by setting a threshold value. Pixels that are above the threshold are turned white (1), and those below are turned black (0).

Fig 2. A grayscale image before and after thresholding.
Link to this sectionExploring an application of image processing#
Image restoration is a great example of an application of image processing. It involves recovering an image that has been degraded over time. Techniques like filtering and noise reduction are used to remove markings, scratches, smudges, wear, and tear and restore the degraded image back to its original quality. Image restoration is particularly useful in situations where images are low-quality or damaged, like old photographs.

Fig 3. Image processing can be used to restore old damaged images.
Link to this sectionWhat is computer vision?#
Unlike image processing, which focuses on altering and enhancing images, computer vision gives computers the ability to see and understand the real world. Many applications use computer vision to identify and understand objects and people in images or video frames. It replicates human vision and attempts to replicate how we make sense of what we see around us.
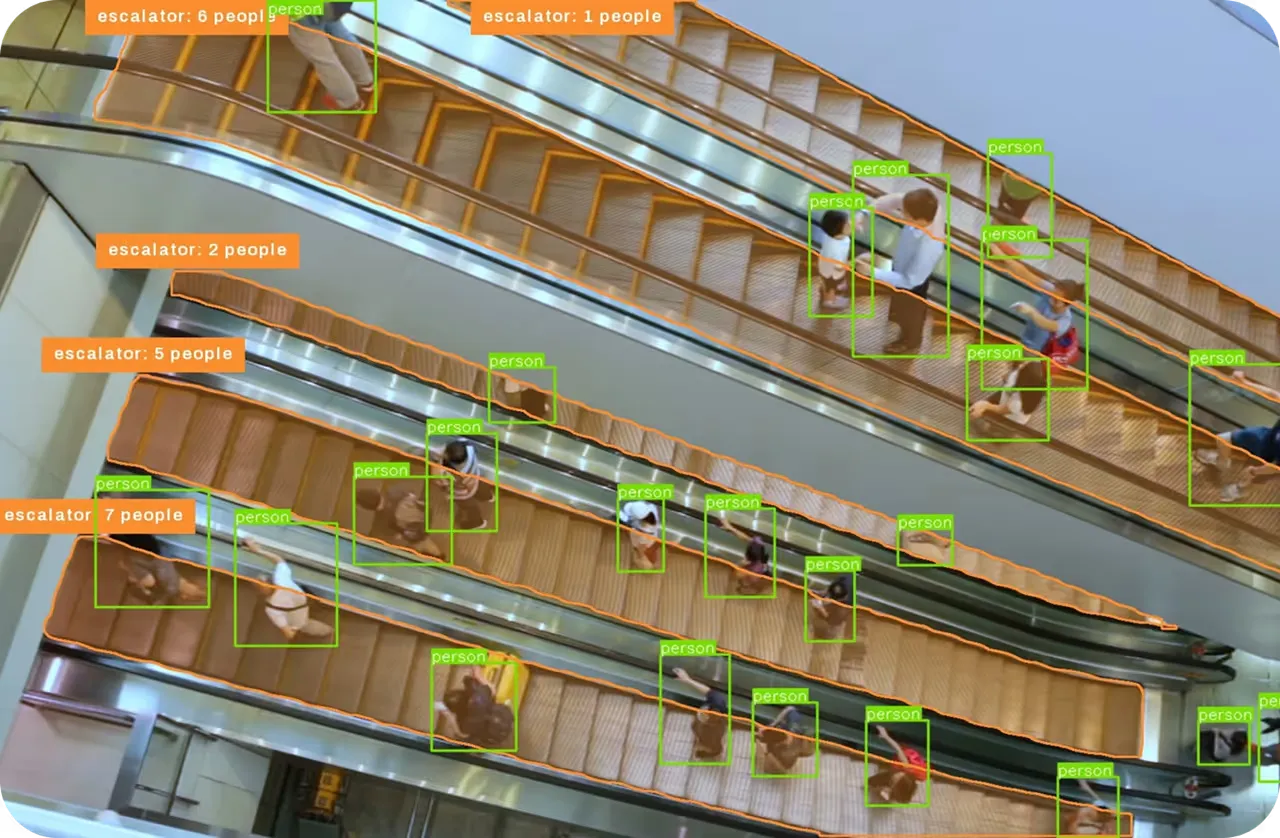
Computer vision can be used to automate tasks like surveillance. It also has a wide range of practical applications like facial recognition, medical imaging, and autonomous vehicles. Computer vision models are trained using deep learning techniques to extract and identify complex features and patterns from large-scale image datasets. Various industries then use these trained models, like Ultralytics YOLOv8, for different tasks such as object detection and object tracking.
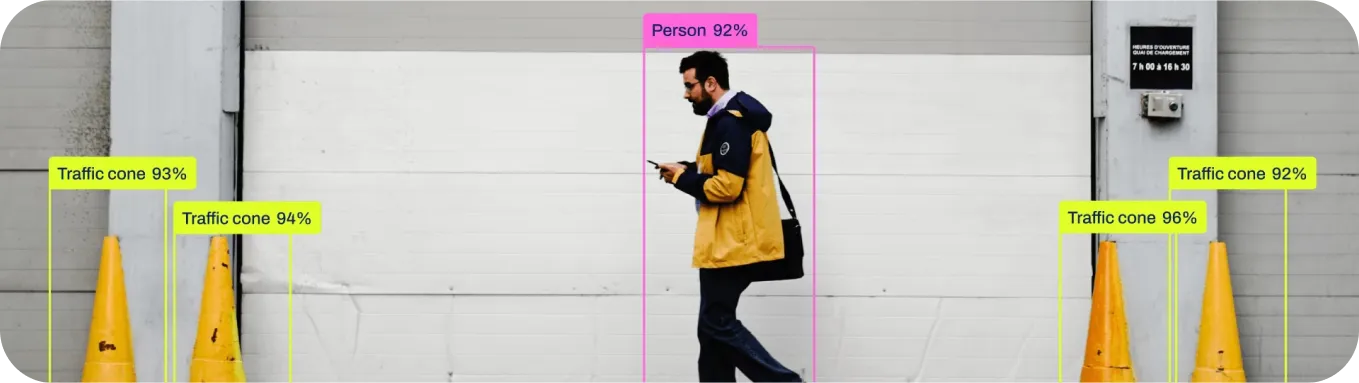
Fig 4. An example of using Ultralytics YOLOv8 for object detection.
For instance, self-driving cars like Tesla use computer vision to navigate the real world. The footage that is picked up by the car’s onboard cameras is processed using computer vision. Computer vision tasks like object detection, tracking, and segmentation are vital for understanding traffic situations and the environment around them. Another interesting application is facial recognition. Computer vision can be used to analyze and recognize facial features in images by capturing a person’s face from an image or video, identifying key features, and comparing them to a database of stored facial data.
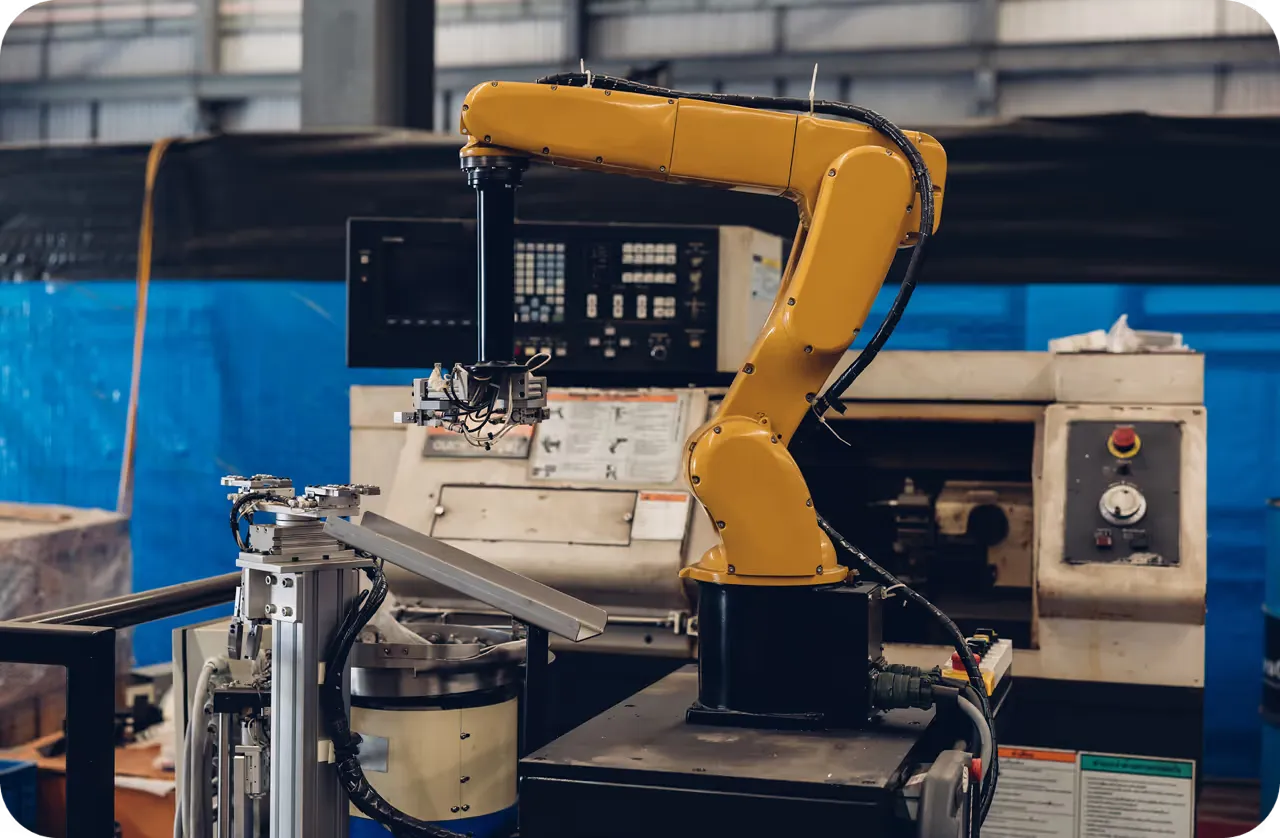
Link to this sectionWhat is machine vision?#
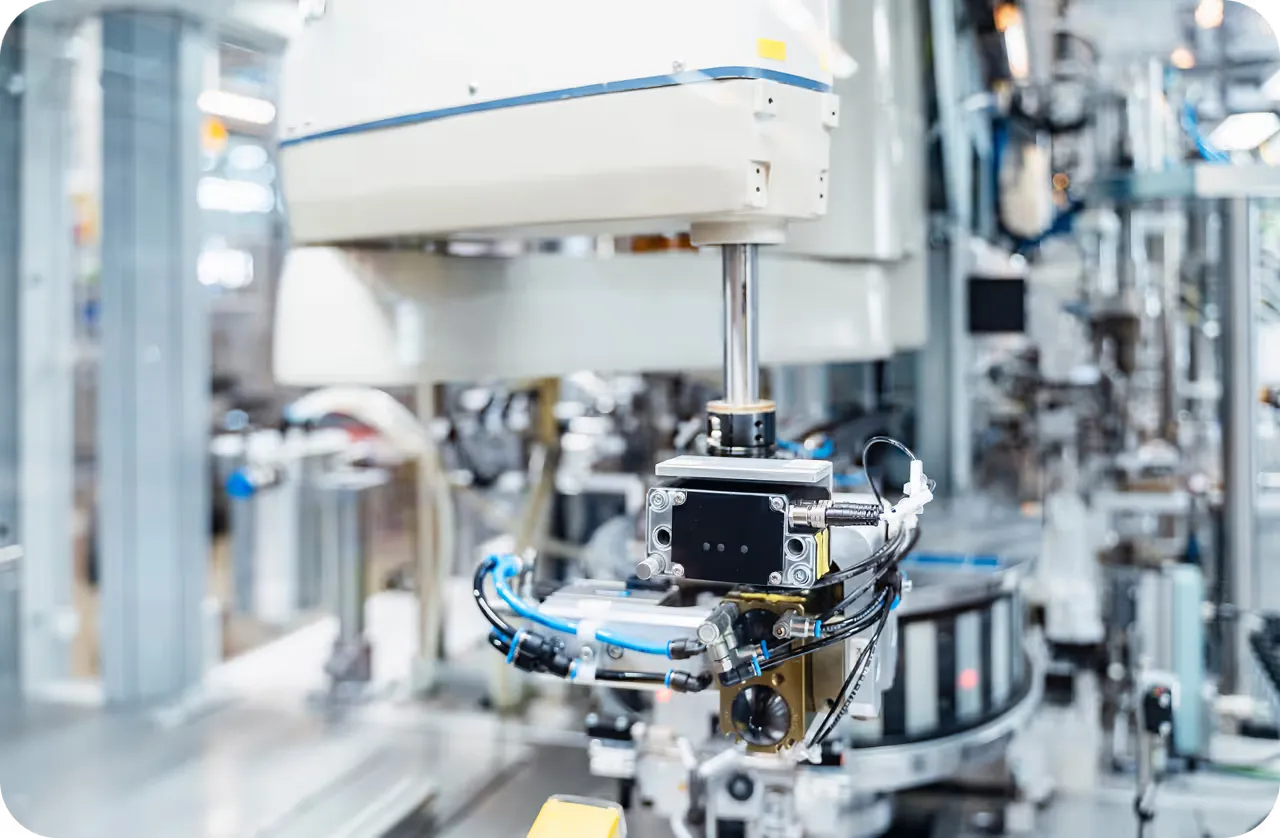
Machine vision is used in industrial settings like large manufacturing factories or production facilities for applications like ensuring product quality and checking the correctness of labels and barcodes on finished products. Machine vision is a specialized branch of computer vision that relies on durable hardware to function effectively in tough conditions. Since these systems are integrated with industrial applications, high speed, and real-time accuracy are essential.
Let's see how it works. First, data is collected using one or more high-resolution cameras. These cameras may also include specialized features like infrared or thermal imaging. Then, the collected data is analyzed using computer vision techniques to extract the needed information. The information extracted typically includes details such as object identification, shapes, sizes, movements, patterns, and any anomalies present in the scene, depending on the specific application.
Link to this sectionUnderstanding an application of machine vision#
Quality control in manufacturing production lines ensures that only high-quality products reach customers, leading to greater customer satisfaction and increased profits. Traditional methods often rely on manual inspection, which can be very time-consuming and prone to human error. Poor quality control can also lead to production delays and financial losses, affecting a company's reputation. A great solution is automating tasks such as surface inspection, label verification, and object positioning with the help of machine vision.
For example, in the pharmaceutical industry, product quality is crucial, and strict regulations are enforced to maintain high standards. Machine vision can be used to make sure that blister packs contain the correct number of pills, verifying that each pack has exactly the right quantity, such as ten pills in a 10-pack. A computer vision model like YOLOv8 can be used to identify and count the pills using object detection.
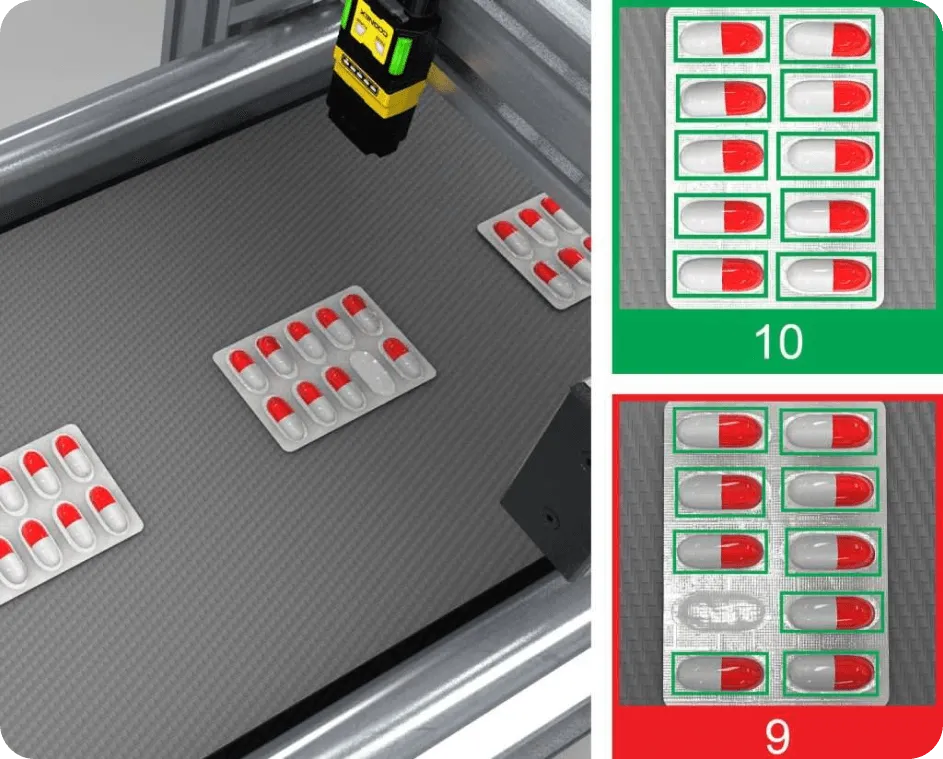
Fig 5. Machine vision can be used for quality control in the pharma industry.
However, it's important to be aware that there are a few limitations to consider when working with machine vision. Machine vision systems often need excellent lighting conditions to illuminate products in industrial settings. High-quality cameras, processors, and hardware accelerators are also needed to capture data and speed up the analysis process. A direct result of these systems being specifically designed for practical tasks within industrial settings is that they can be expensive to set up.
Link to this sectionKey differences between image processing, computer vision, and machine vision#
Now that we’ve discussed all three technologies separately and looked at some of their applications, let’s take a closer look at them side by side.
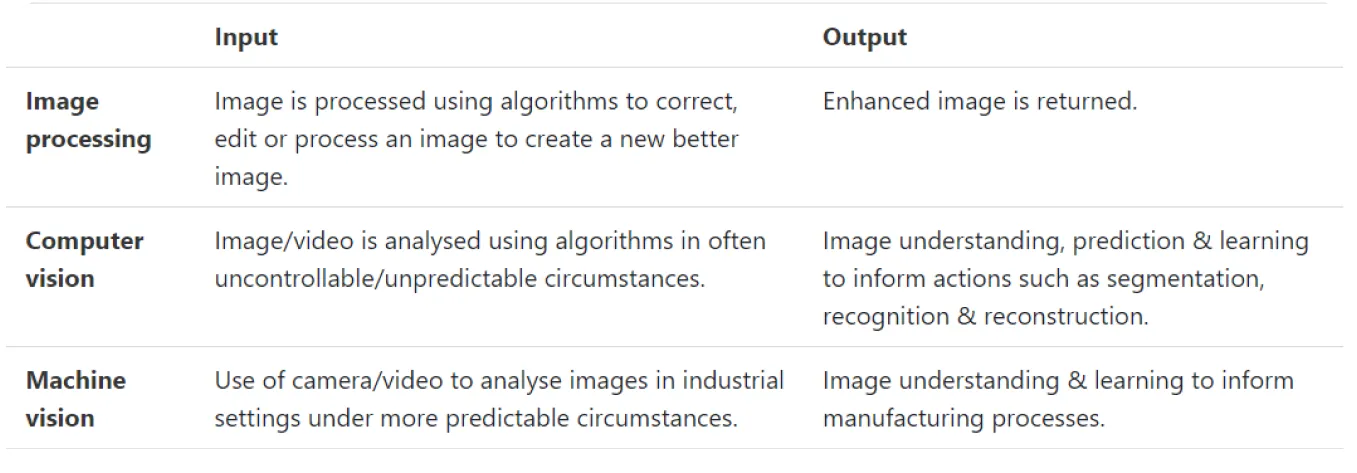
Fig 6. A side-by-side comparison of image processing, computer vision, and machine vision.
Image processing is best for tasks like adjusting brightness or noise filtering that need less computational power and don’t require the ability to understand complex visual information. On the other hand, computer vision excels at extracting meaningful insights from images and handling complex scenes, but it requires more computational resources and complexity. Meanwhile, machine vision is tailored for industrial uses, such as automated inspection, and is often supported by specialized and costly systems.
Link to this sectionSeeing the bigger picture#
While image processing, computer vision, and machine vision are closely related, they each serve distinct purposes. Image processing enhances and manipulates images at the pixel level, making it very useful for tasks like image reconstruction.
Computer vision, on the other hand, goes a bit further by giving computers the ability to understand and make sense of visual data. It is critical for use cases like facial recognition and self-driving cars. Moreover, machine vision is used specifically for industrial applications. It automates industrial processes like inspections and quality control.
By understanding these technologies and their differences, you can choose the most suitable one for your applications, leading to improved efficiency and better results.
Let's learn and explore together! Check out our GitHub repository to see our contributions to AI, and don’t forget to engage with our community. Check out how we are redefining industries like manufacturing and healthcare with cutting-edge AI technology.