Improving manufacturing with computer vision
Discover how computer vision can enhance manufacturing efficiency and product quality.

Efficiency is essential in manufacturing, directly impacting a company's ability to stay competitive and keep customers happy. In order to boost productivity, reduce costs, and increase profits, efficiency becomes a key factor in a company's success. In today’s ever-changing market, businesses constantly seek ways to enhance their efficiency to outperform competitors and meet the evolving needs of their customers.
One significant way to enhance efficiency in manufacturing is through the use of computer vision. This technology encompasses various applications and tasks, such as real-time object detection, segmentation, and classification which can help ensure that products meet quality standards and optimize different steps of the overall production process. By implementing these technologies, manufacturers can significantly improve their operational performance and product reliability, ultimately leading to greater customer satisfaction and business success.
Link to this sectionComputer vision in manufacturing#
Technology has always played a crucial role in the manufacturing industry. From machinery on the production floor to the development of sophisticated automation systems, the manufacturing world has continually embraced new technologies to improve and streamline various operations. Despite these advancements, the industry still faces several challenges. So, when can Artificial Intelligence (AI) be used?
Integrating AI in manufacturing processes offers promising solutions to enhance efficiency, ensure product quality, and address longstanding challenges. Let’s explore how AI-driven technologies, such as computer vision, can drive change in manufacturing.
Link to this sectionProducts counting and tracking#
Computer vision can be used to count products on assembly lines. By accurately tracking the number of items produced, manufacturers can monitor production rates, manage inventory, and ensure that production targets are met. Object counting features can enhance operational efficiency and help maintain consistent quality control throughout the manufacturing process.
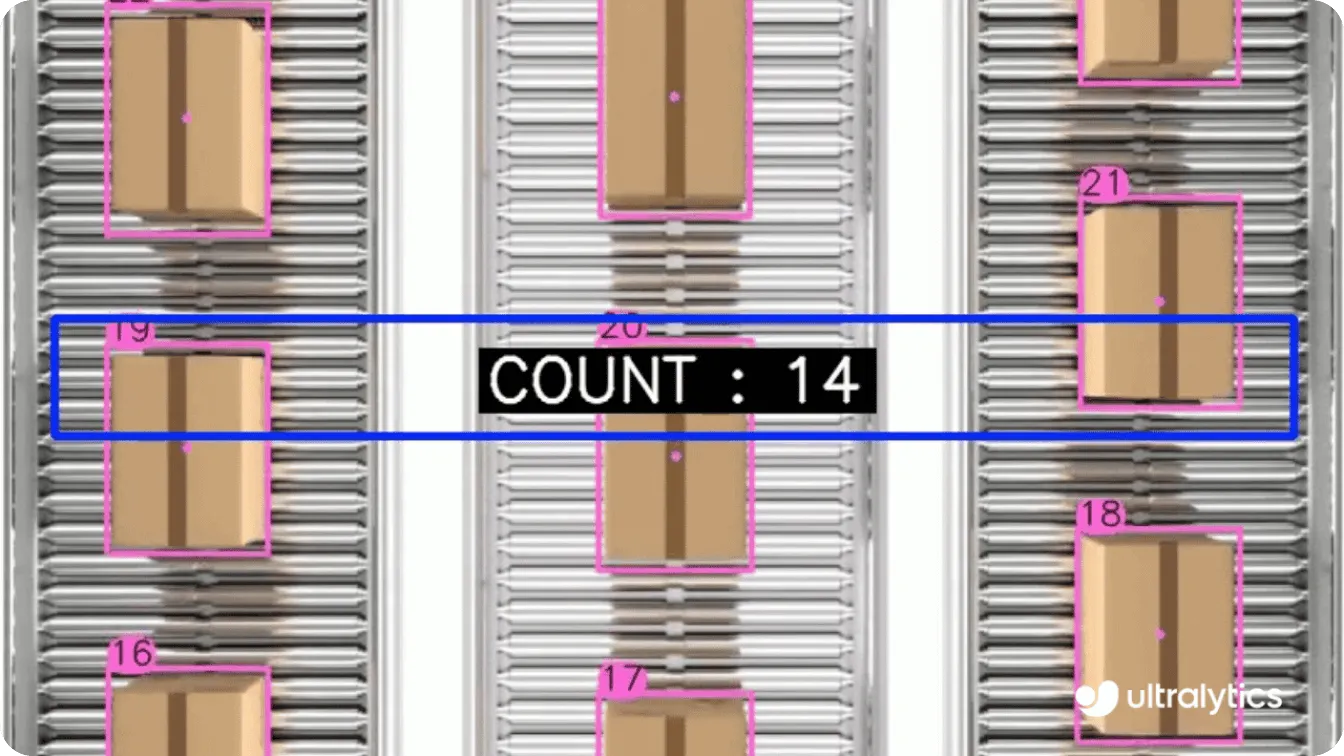
Fig 1. Ultralytics YOLOv8 model counting boxes on an assembly line (Source: SAP).
Link to this sectionInspecting items for defects#
Another way in which vision AI can streamline manufacturing processes is to detect product imperfections. Computer vision models like Ultralytics YOLOv8 can be used to detect imperfections in items. For example, in pharmaceutical manufacturing, it can be used for detecting defects on pills such as cracks, chips, or contamination on pills as they move along the assembly line.
When a defective part is found, the system can trigger an automated response to remove the defective item, maintaining product quality and ensuring that only perfect products continue down the line.
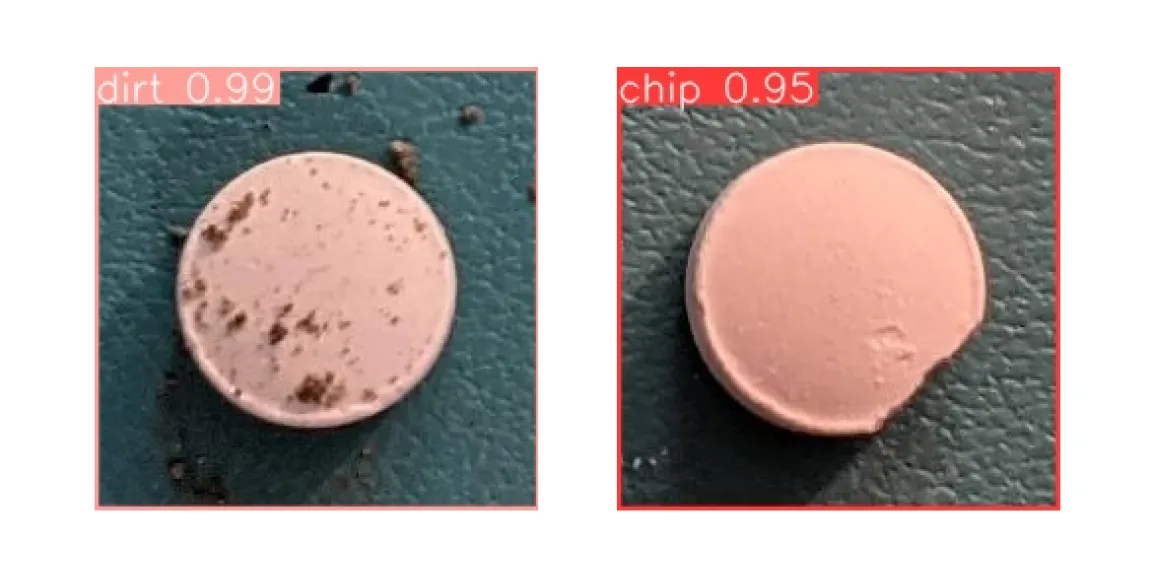
Fig 2. YOLOv8 model detecting a chipped pill and a contaminated pill with 95% and 99% accuracy respectively. Image by author.
Link to this sectionPrecise surface inspection using segmentation#
Different computer vision models can also be trained for instance segmentation as it can be particularly useful for precise surface inspection in manufacturing. This technology can segment the surface area of products to detect minute imperfections, such as scratches, dents, or uneven coatings. For example:
- Metal parts manufacturing: In the automotive or aerospace industry, instance segmentation can be used to inspect metal parts for surface defects. By analyzing the entire surface area, the system can identify even the smallest imperfections that might affect the part's performance or durability.
- Textile manufacturing: In textile production, segmentation can detect inconsistencies in fabric patterns or identify defects like tears, stains, or color variations. This ensures that only high-quality textiles are used in the final products.
- Electronic device manufacturing: For electronic devices, segmentation can inspect circuit boards for manufacturing defects such as soldering errors, missing components, or misalignments. This helps in maintaining the reliability and functionality of electronic products.
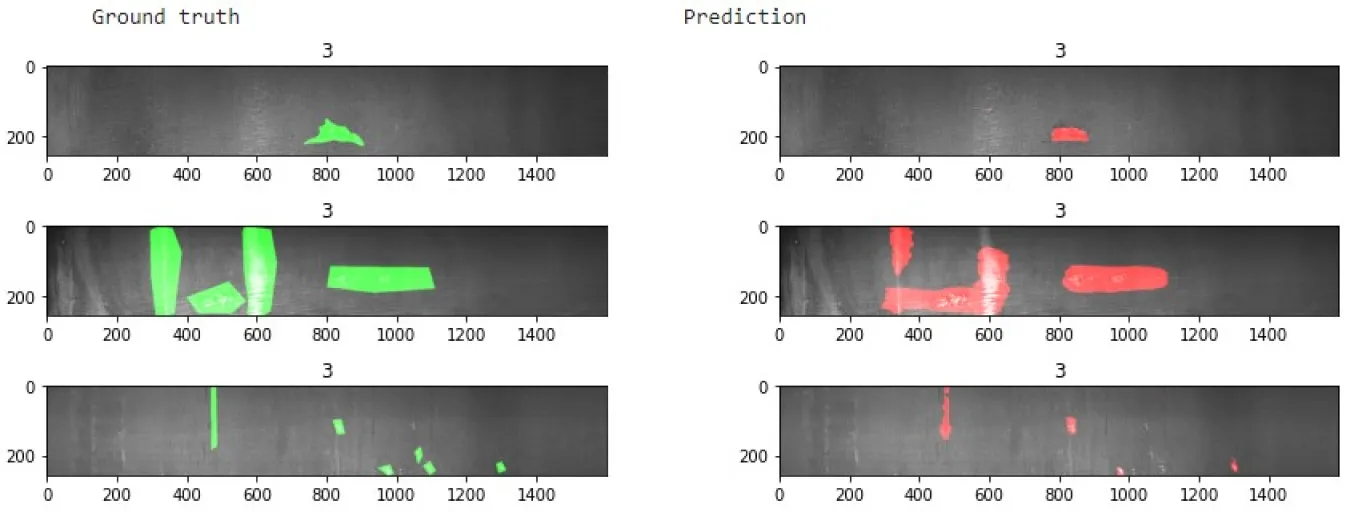
Fig 4. Computer vision model used to predict and visually localize defects on steel sheets using instance segmentation.
Link to this sectionBenefits of computer vision in manufacturing#
Link to this sectionEnhanced speed and accuracy#
Computer vision significantly boosts the speed and accuracy of identifying defects by continuously monitoring the production line around the clock. It instantly flags any irregularities, ensuring immediate feedback and constant oversight.
This immediate feedback and constant monitoring allows for:
- Quick corrective actions
- Reduced time that defective products remain on the line
- Substantial minimization of the risk of defective items reaching customers
By ensuring rapid identification and response, real-time detection maintains high-quality standards and prevents potential issues from escalating.
Link to this sectionReduction in labor costs and scrap rates#
Computer vision can reduce labor costs by automating the inspection process, eliminating the need for manual quality checks. This automation not only lowers the number of personnel required but also minimizes human error, further improving the efficiency and accuracy of the manufacturing process.
Link to this section24/7 operation and increased throughput#
Computer vision systems can operate continuously without requiring any rest, unlike human inspectors. This capability ensures that production lines can run 24/7 without compromising quality, leading to increased throughput and better utilization of manufacturing resources. The constant monitoring and immediate feedback loops ensure that any deviations from quality standards are promptly addressed, resulting in more consistent product quality. This, in turn, can lead to increased customer satisfaction and reduce returns or complaints.
Link to this sectionThe challenges of computer vision in manufacturing#
Link to this sectionImplementation costs and integration with existing systems#
Implementing computer vision systems involves a significant initial investment in hardware, software, and infrastructure, which can be restrictive for smaller manufacturers. Additionally, integrating new AI-driven object detection systems with existing manufacturing processes and technologies can be complex and time-consuming. Ensuring seamless operation requires careful planning and execution.
Link to this sectionTraining and expertise required for operation#
Operating and maintaining computer vision systems requires specialized knowledge and skills. Continuous training is necessary to keep the workforce updated on the latest technologies and methods. Additionally, AI systems may produce false positives or negatives, leading to incorrect identifications. Managing these inaccuracies is crucial to maintaining product quality and operational efficiency. This involves continuously refining the models, adjusting the confidence thresholds for detection and classification, and implementing feedback loops to minimize errors and improve the system's accuracy over time.
Link to this sectionMaintaining and updating the detection system#
Regular maintenance and updates are essential to keep the detection system running efficiently. This includes software updates, recalibration of sensors, and addressing any technical issues that arise. Examples of technical issues that may need to be addressed include sensor malfunctions, such as cameras failing to capture images properly due to hardware damage, software bugs causing the system to crash or produce incorrect outputs, and data transmission errors leading to data loss or corruption.
Link to this sectionWhat does the future hold?#
Link to this sectionSmart inventory management#
Computer vision will enable smarter inventory management systems. Automated systems using computer vision will continuously monitor inventory levels, detect discrepancies, and optimize stock replenishment processes. This will reduce the likelihood of stockouts and overstock situations, ensuring that manufacturers maintain optimal inventory levels. This can lead to significant benefits, including:
- Cost Savings: By avoiding overstock situations, manufacturers can save on costs associated with storing excess inventory, such as high warehousing fees and the risk of products becoming outdated. On the other hand, minimizing stockouts helps prevent costly production delays and lost sales when inventory runs out.
- Increased Operational Efficiency: Automated inventory management systems streamline stock replenishment processes, reducing the need for manual intervention. This improves overall operational efficiency and allows staff to focus on more strategic tasks.
- Enhanced Supplier Relationships: Accurate inventory data allows manufacturers to manage supplier relationships more effectively, ensuring timely deliveries and maintaining a reliable supply chain.

Fig 5. Computer vision monitoring inventory levels.
Link to this sectionAutonomous assembly lines#
Computer vision can play a crucial role in developing fully autonomous assembly lines. These lines will be able to adjust operations dynamically based on real-time data, making them more flexible and efficient. For example, if a computer vision model detects a defect in a machine, it can then provide this data to a separate control system that will automatically reroute tasks to other machines, ensuring continuous production flow without human intervention. This can lead to several benefits, including reduced downtime, increased productivity, consistent product quality, and lower operational costs.
Link to this sectionKey takeaways#
In this article, we've highlighted the importance of efficiency in manufacturing and how computer vision can significantly boost it. Computer vision models such as YOLOv8 can play a fundamental role in streamlining processes within manufacturing across various industries thanks to their flexibility for different tasks allowing for higher accuracy, lower operational costs, and consistently maintaining high product quality standards. Overall, computer vision can be used across different stages of the manufacturing process, making it a versatile and powerful ally in this field.
Curious about the latest in computer vision advancements? Join our community and explore our Ultralytics Docs or GitHub for the latest updates. Additionally, their AI applications in sectors like agriculture and manufacturing are worth a look for more insights.