Lean manufacturing in computer vision
Discover the power of lean manufacturing to optimize your processes, reduce waste, and boost efficiency. Learn key principles and tools for continuous improvements.

A driving factor in the manufacturing sector since the industrial era has been the effort to boost production while cutting down on waste. This focus laid the groundwork for what we now know as lean manufacturing or lean production.
It is a method of producing goods that aims to do more with less. This involves cutting production time, reducing waste, and using fewer resources, while still delivering exactly what the customer needs.
Despite the efficiencies they bring, traditional lean manufacturing systems also have limitations. They often rely on workers to manually monitor operations and make decisions based on experience, which can lead to errors. Even small mistakes, such as a misplaced component, can cause costly delays and wasted resources.
To solve this problem, many manufacturers are turning to artificial intelligence (AI). For instance, they are adopting computer vision, a branch of AI that enables machines to interpret and understand visual information.
Vision AI systems can process large amounts of data to detect issues or patterns that might otherwise go unnoticed. This helps factories address concerns before they cause delays, reduce downtime, and improve product quality.
In this article, we'll explore computer vision in lean manufacturing and its use cases. Let's get started!
What is computer vision in industrial settings?#
In industrial settings, computer vision can be an impactful lean manufacturing tool. Leveraging cameras and AI technology, such systems can monitor assembly lines, equipment, and products to detect defects, improve efficiency, and ensure safety compliance.
How computer vision works: A lean perspective#
Using Vision AI generally starts with visual data capture, where cameras or sensors in the manufacturing plant collect data on products and equipment. Next comes data processing, where images or videos are cleaned and prepared for analysis. This may involve sharpening images, adjusting their size, or highlighting key details to make them easier for the system to interpret.
After that, computer vision models such as Ultralytics YOLO11 come into play. These models support tasks like object detection and instance segmentation. They can analyze the visual data to identify defects, measure product dimensions, and verify whether items meet quality standards.
For example, a computer vision solution can be used to check if a product has the correct dimensions or if the right number of items has been manufactured. If the system detects an anomaly, it can trigger an alarm or send updates to a central dashboard. These automated responses help factories catch problems early, reduce waste, and maintain efficient lean production.
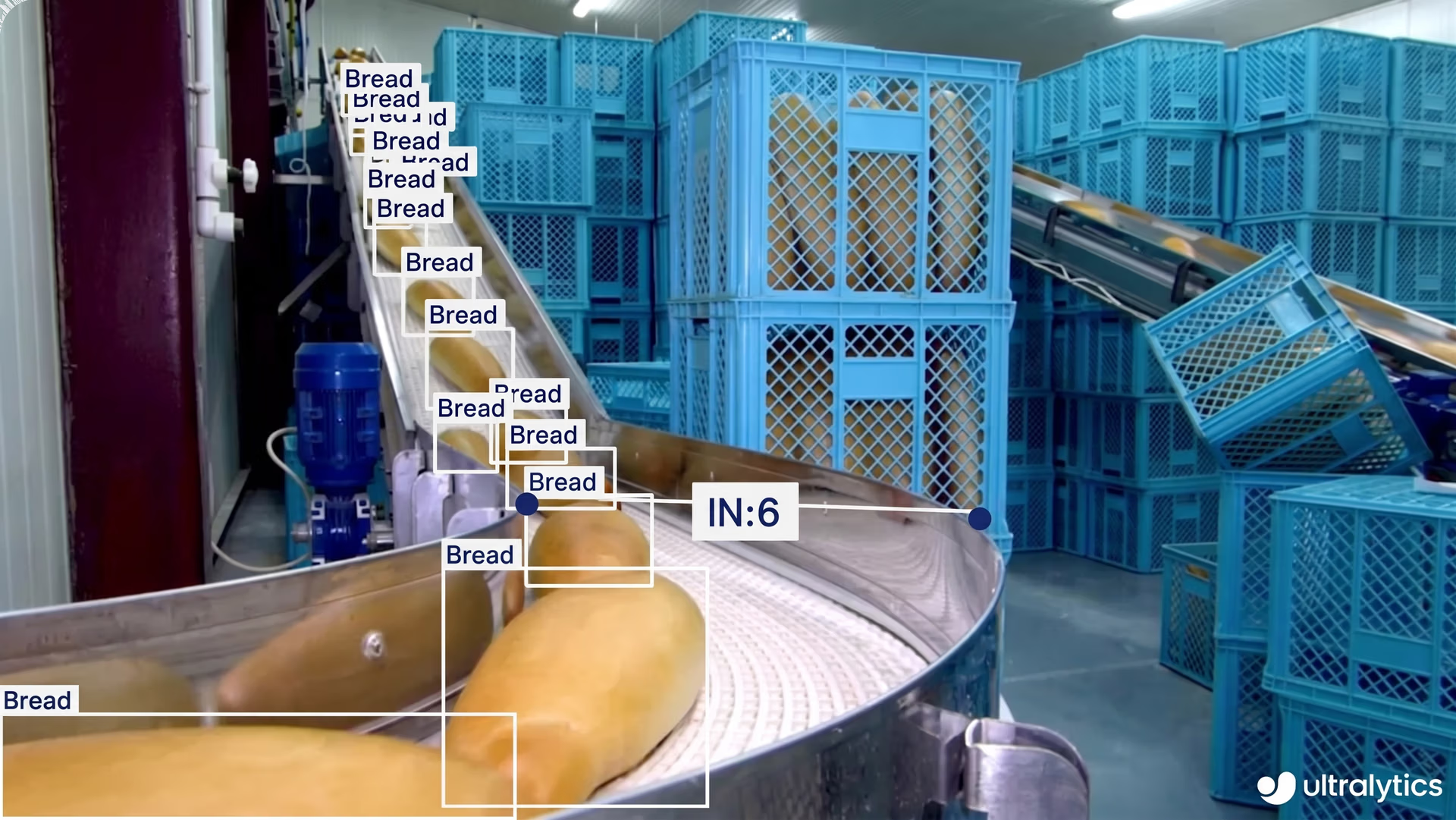
Fig 1. Ultralytics YOLO11 can be used to detect and count products in a lean manufacturing setting. (Source)
Key technologies driving industrial computer vision#
Here are some of the key technologies driving industrial computer vision systems in lean manufacturing:
-
Advanced imaging hardware: Industrial computer vision relies on high-quality cameras and sensors to capture clear data in real time. In many cases, edge devices are also used to preprocess and store visual data on-site, reducing latency and bandwidth requirements.
-
Image preprocessing methods: Before analysis, raw images are enhanced and normalized using techniques like filtering and edge detection, improving the image clarity.
-
Deep learning architectures: Convolutional neural networks (CNNs) are the backbone of computer vision. Trained on large datasets, these models learn visual patterns to classify objects, detect anomalies, or measure features with high accuracy. CNN-based architectures such as Ultralytics YOLO11 are particularly useful in manufacturing because of their real-time speed and precision.
-
Computer vision capabilities: Models like Ultralytics YOLO11 support several computer vision tasks. These include object detection (finding and locating items), image classification (identifying what an item is), instance segmentation (outlining specific parts or components), and object tracking (following items as they move). These capabilities make real-time inspection, quality control, and inventory management more efficient across factory floors and warehouses.
Lean manufacturing principles with computer vision applications#
Now that we have a better understanding of lean manufacturing and the key technologies driving it, let’s take a closer look at some lean manufacturing examples that apply computer vision.
Automated quality control & defect detection#
Computer vision models like Ultralytics YOLO11 can be trained to automatically detect surface flaws in products, such as cracks or other imperfections. This makes defect detection a key part of quality control in lean manufacturing.
Unlike traditional manual inspection, which is slow and error-prone, these systems can analyze images in real time as products move along the conveyor belt. They can flag defects, sort items by quality, and even count products (such as pills) before packaging and shipping.

Fig 2. An example of using Ultralytics YOLO11 to detect pills. (Source)
Optimizing production flow & cycle time reduction#
Process improvement in lean manufacturing often relies on manual observation, timing tasks with stopwatches, or reviewing reports. These methods are prone to error and bias, which can disrupt production flow.
Computer vision can step in to solve this problem by accurately tracking task completion, identifying slowdowns or bottlenecks, and monitoring work-in-progress throughout the factory. Models like YOLO11 can also track warehouse workers and the tasks they perform, providing insights that help balance workloads. For example, more workers can be assigned to tasks that take longer to complete.

Fig 3. Ultralytics YOLO11 can help detect workers in a warehouse. (Source)
Smart inventory management and logistics#
Logistics workflows have used technologies like barcodes and RFID tags for years. However, more recently, computer vision has emerged as a key tool for lean manufacturing in supply chain management, enabling real-time tracking, label recognition, and automated inventory counts. Interestingly, companies such as Amazon are already using computer vision in their logistics departments to move packages and streamline warehouse operations.
Predictive maintenance for enhanced uptime#
You can think of machines as the muscles of any manufacturing facility. Without them, production stops. This makes maintenance a crucial part of lean manufacturing.
Traditional methods usually fall into two categories: fixing machines after they fail or servicing them on a fixed schedule, whether needed or not. Both approaches can lead to unexpected breakdowns, wasted effort, and higher costs.
However, computer vision can monitor equipment in real time and detect issues early, before they cause major failures. Vision AI models can spot cracks, leaks, and other early warning signs, allowing maintenance teams to respond quickly. The result is less downtime, fewer costly repairs, and longer-lasting machines.
Enhancing safety and visual management#
In manufacturing plants, worker safety often relies on supervisors, occasional checks, and employees following rules on their own. This makes it hard to ensure that safety gear is always worn or that guidelines are consistently followed.
Traditionally, tools like Andon systems (visual signaling tools that highlight issues on the production line for a quick response) have been used to report such problems. But they often rely on humans to press a button or log an issue. Computer vision systems can be a great manufacturing automation solution for this.
For example, computer vision models like Ultralytics YOLO11 can be trained to detect safety gear, such as hard hats, gloves, and safety vests. They can also be used to detect when someone enters a restricted or hazardous area without permission, helping maintain a safer, hazard-free workplace.

Fig 4. Ultralytics YOLO11’s support for object detection can be used to detect safety gear. (Source)
The ROI of computer vision in lean manufacturing#
Next, let’s walk through some of the key benefits of lean manufacturing processes being integrated with computer vision.
Enhanced quality & reduced rework#
Computer vision improves product quality by ensuring defects are detected early and consistently. By identifying flaws before products leave the line, it prevents faulty items from being packaged and shipped. This reduces rework, minimizes scrap, and directly addresses the waste caused by defects in lean production.
Increased efficiency & throughput#
Vision AI speeds up production by replacing slow, manual inspections with fast, automated checks. It makes sure bottlenecks are identified and processes flow more smoothly across the production line. As a result, smart factories can achieve higher throughput and productivity without sacrificing quality.
Significant cost savings#
Reducing waste, downtime, and rework leads to major savings in labor and materials. Computer vision also lowers warranty claims by preventing defective products from reaching customers. Over time, these efficiencies improve resource utilization and drive down operational costs.
Improved safety & ergonomics#
Automating dangerous or repetitive tasks with computer vision keeps workers out of harm’s way. Vision systems can also monitor compliance with safety gear and restricted zones. Together, these measures reduce accidents, minimize strain, and reinforce lean manufacturing principles that prioritize people.
Data-driven insights for continuous improvement#
Vision AI solutions generate impactful visual data that can be analyzed for insights. Manufacturers can use this data to track performance, monitor KPIs, and spot inefficiencies. This supports the Kaizen philosophy, which emphasizes continuous improvement through small, incremental changes that add up to major long-term benefits.
Future of lean manufacturing with computer vision#
As technology advances, it's likely that we will see more AI applications being adopted across manufacturing, with computer vision playing a central role. One major development is digital twin technology, which uses sensor data and vision systems to recreate live production environments for real-time tracking, predictive analytics, and scenario testing.
Another is the use of advanced imaging systems such as 3D, thermal, and hyperspectral cameras, which enhance defect detection and quality control by identifying issues invisible to the human eye. Combined with AI algorithms, these technologies can detect early signs of wear, prevent breakdowns, and reduce unplanned downtime, supporting the principles of lean manufacturing to drive greater efficiency and reliability.
Key takeaways#
Computer vision allows lean manufacturing facilities to identify problems early, reduce waste, improve worker safety, and speed up production. As vision AI technology continues to evolve, it will likely play an even greater role in making lean manufacturing more reliable and easier.
Join our community and GitHub repository to explore more about AI. Check out our solution pages to read about AI in retail and computer vision in agriculture. Discover our licensing options and start building with computer vision today!