Machine Vision
Explore how machine vision automates industrial inspection and guidance. Learn to deploy Ultralytics YOLO26 for real-time defect detection and robotic precision.
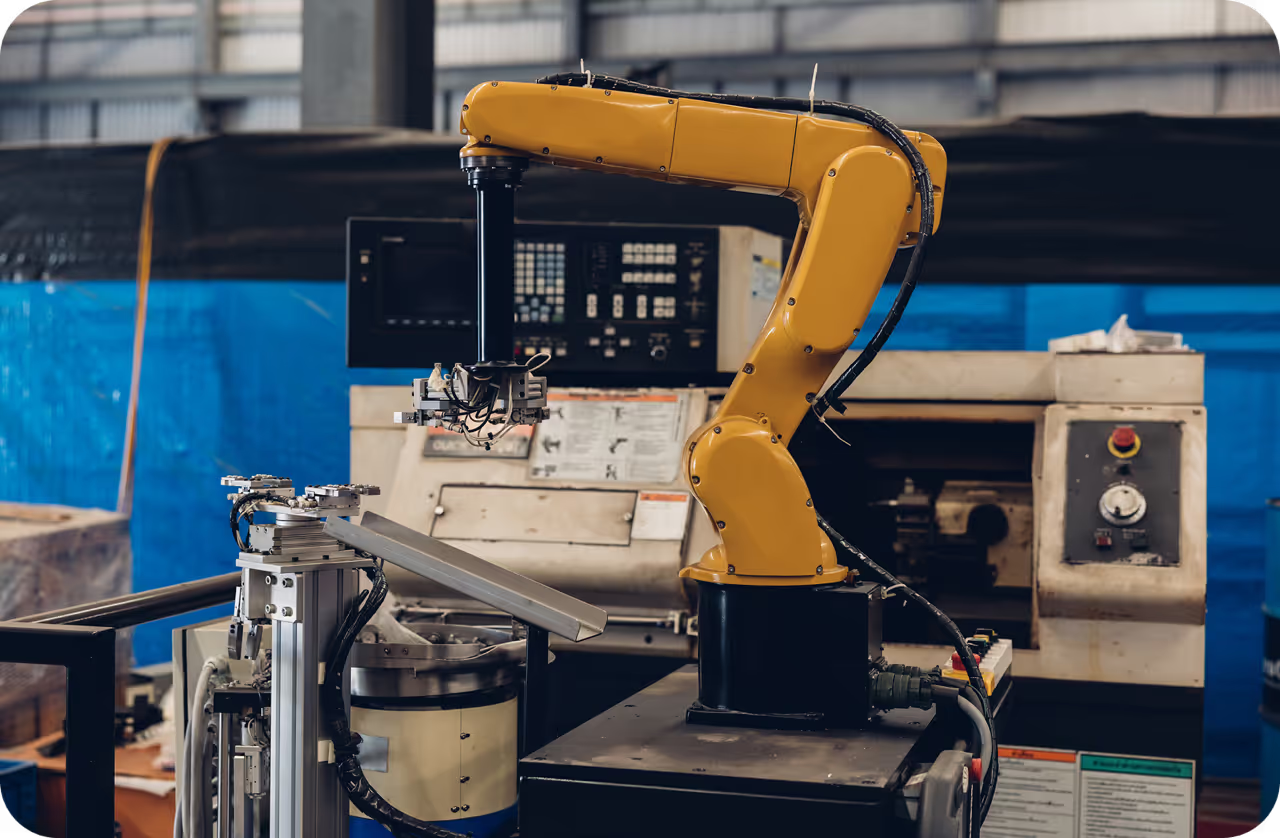
Machine vision refers to the integration of optical sensors, digital imaging hardware, and image processing algorithms into industrial equipment to automate visual inspection and guidance tasks. While it shares a foundation with broader artificial intelligence technologies, machine vision is distinct in its engineering focus on interacting with physical environments in real-time. It acts as the "eyes" of a production line or autonomous system, capturing visual data that allows control systems to identify defects, sort products, and guide robotic arms with high precision. By combining specialized cameras with sophisticated software, these systems improve quality control and operational efficiency in sectors ranging from automotive manufacturing to pharmaceutical packaging.
Link to this sectionMachine Vision vs. Computer Vision#
Although the terms are often used interchangeably, there is a functional distinction between machine vision vs. computer vision. Computer vision (CV) is the overarching academic and technological field involving the extraction of meaningful information from digital images. Machine vision (MV) specifically refers to the application of CV in industrial or practical settings where the system must interact with other hardware.
For example, a computer vision model might analyze a medical dataset to find trends in X-rays, whereas a machine vision system uses edge computing to trigger a pneumatic actuator that rejects a cracked bottle on a conveyor belt within milliseconds. MV systems prioritize speed, reliability, and integration with input/output (I/O) devices, often deploying models to embedded devices for low-latency performance.
Link to this sectionCore Components and Technology#
A typical machine vision system relies on a tightly integrated pipeline of hardware and software. It begins with the image acquisition subsystem, which includes specialized lighting to highlight features and image sensors (like CMOS or CCD) that capture high-resolution frames. This data is transmitted to a processing unit—often an industrial PC or a smart camera—where algorithms analyze the pixel data.
Modern systems increasingly utilize deep learning to handle complex variations that traditional rule-based algorithms cannot. Neural networks, such as the state-of-the-art YOLO26, allow machine vision systems to learn from examples rather than relying on rigid programming. This shift enables adaptive manufacturing, where systems can recognize new product variants without extensive reprogramming.
Link to this sectionReal-World Applications#
Machine vision drives automation across diverse industries, ensuring consistency that human inspection cannot match.
Link to this sectionAutomated Optical Inspection (AOI)#
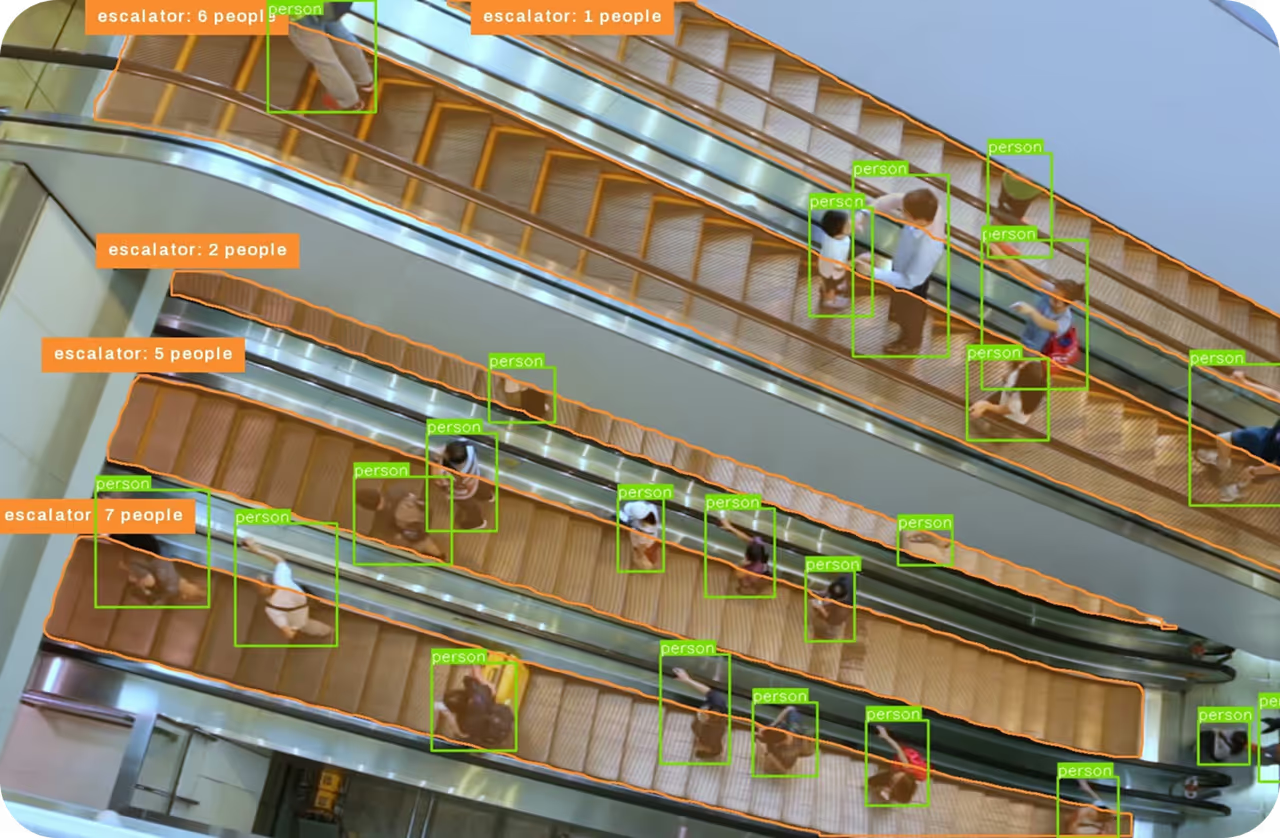
In electronics manufacturing, AOI systems are critical for quality assurance. As circuit boards become smaller and more complex, human eyes struggle to verify components. Machine vision systems utilize object detection to identify missing, skewed, or incorrect components on a printed circuit board (PCB). By employing instance segmentation, the system can calculate the precise soldering area to ensure electrical connectivity. If a defect is found, the system automatically flags the board for rework, preventing faulty electronics from reaching the consumer market.
Link to this sectionVision-Guided Robotics (VGR)#
Robots used in logistics and warehousing rely on machine vision for navigation and manipulation. In a process known as bin picking, a robot must locate randomly piled items and grasp them correctly. This requires pose estimation, which determines the orientation and key points of an object in 3D space. By processing visual input, the robot adjusts its grip angle dynamically. This integration of AI in robotics allows for flexible automation lines that can handle different product shapes without mechanical retooling.
Link to this sectionImplementing Machine Vision with YOLO26#
Developing machine vision applications has become significantly more accessible with modern frameworks. The Ultralytics Platform simplifies the process of labeling industrial datasets and training models that are optimized for edge deployment. Below is an example of how a developer might use Python to run a defect detection check using the latest YOLO model.
from ultralytics import YOLO
# Load a custom YOLO26 model trained for detecting manufacturing defects
# 'yolo26n.pt' is the nano version, optimized for high-speed inference
model = YOLO("yolo26n.pt")
# Run inference on an image from the production line
# 'conf=0.6' sets a strict confidence threshold to avoid false positives
results = model.predict(source="conveyor_belt_feed.jpg", conf=0.6)
# Process results to trigger an action (e.g., stopping the line)
for r in results:
if len(r.boxes) > 0:
print(f"Defect Detected: {r.names[int(r.boxes.cls[0])]}")
# Logic to trigger hardware rejection mechanism would go hereLink to this sectionThe Future: Industry 4.0 and Beyond#
Machine vision is a pillar of Industry 4.0, facilitating the creation of smart factories where data flows seamlessly between visual sensors and central management systems. As technologies like synthetic data generation improve, training vision models for rare defects becomes easier, further enhancing system reliability. The convergence of 5G connectivity and edge AI ensures that machine vision will continue to be the primary driver of industrial autonomy and efficiency.