Manufacturing ERP Guide
Manufacturing ERP software connects production, inventory, and supply chain data to streamline operations. Learn how ERP systems support smart factories.

Over time and with technological advances, manufacturing has become smarter, faster, and more connected. Many smart factories now rely on digital systems to track production processes, monitor equipment, and manage materials in real time. A key driver of this change is manufacturing Enterprise Resource Planning (ERP) software, which integrates core operations like inventory management, supply chain management, and financial management into a single platform.
When production teams can access real-time data across departments, they can quickly identify issues, adjust schedules, and maintain smooth operations. ERP systems can also connect to technologies such as industrial IoT (IIoT, the use of real-time data from connected machines) and computer vision (a branch of AI that is focused on analyzing and understanding images and videos).
In this article, we’ll explore how ERP systems for manufacturing are transforming factory operations, enabling faster decisions, and providing better control over daily activities.
Link to this sectionWhat is ERP in manufacturing?#
ERP stands for Enterprise Resource Planning. It’s a system that manufacturers use to organize and manage core business functions. Rather than switching between separate systems for inventory, production, finance, and customer orders, ERP connects everything in one place.
Specifically, with respect to daily operations, ERP supports production planning, tracks material usage, manages supplier schedules, and keeps delivery timelines on track. It adds structure to complex workflows so manufacturers can meet demand without confusion or delays.
Many manufacturing companies using ERP solutions say it changes how they make decisions. In fact, 60% report that having accurate, up-to-date data lets them respond faster, avoid delays, and keep production processes running smoothly from one stage to the next.
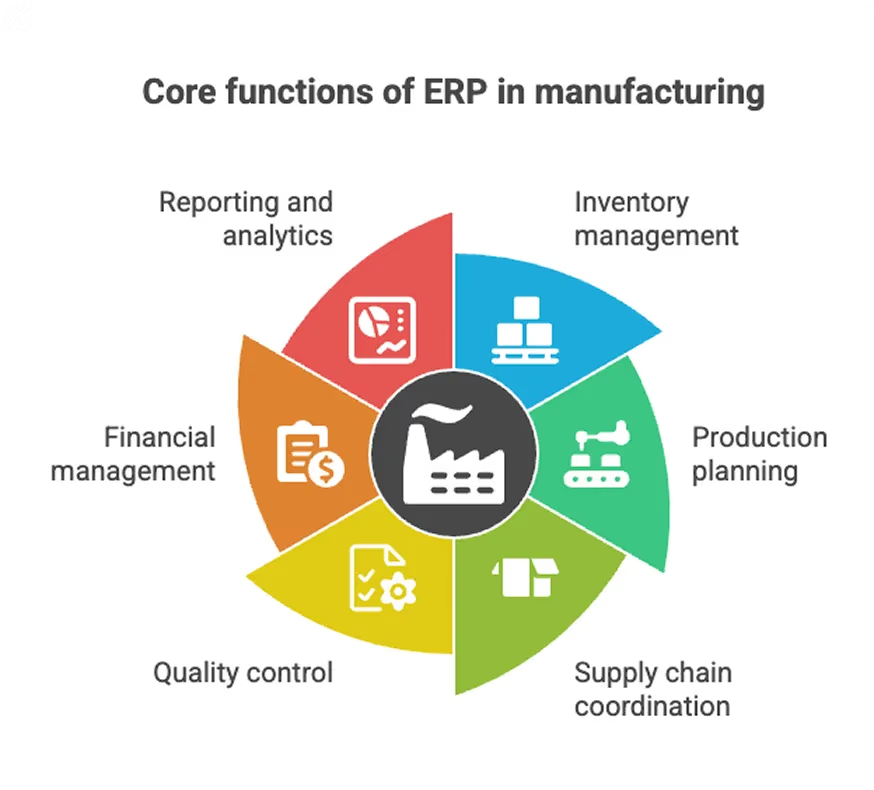
Fig 1. Core functions of ERP in manufacturing. Image by author.
Link to this sectionKey features of manufacturing ERP software#
Manufacturing ERP systems are specifically designed to support production processes and supply chain management through purpose-built features. These features aim to improve visibility, streamline business processes, reduce delays, and keep daily operations running efficiently.
Here are some of the most impactful capabilities that ERP integration brings to manufacturing:
- Inventory management: ERP systems monitor raw materials, components, and finished goods in real time. This allows manufacturers to maintain optimal inventory levels, avoiding stockouts, limiting excess inventory, and reducing waste.
- Production planning and scheduling: ERP solutions can manage work orders, assign tasks, and set timelines so production stays organized and jobs remain on track.
- Material requirements planning (MRP): The system determines what materials are needed and when to order them based on demand, current stock, and lead times.
- Procurement and supplier management: ERP software tracks purchase orders, vendor communication, and delivery timelines to keep supplies moving and production uninterrupted.
- Workflow automation: It handles repetitive tasks like approvals, data entry, and status updates, reducing manual work and keeping business processes consistent.
Link to this sectionIIoT technologies driving innovation#
Nowadays, cutting-edge ERP systems for manufacturing are being used for more than managing core operations. They’re taking things a step further by connecting with advanced technologies like IIoT to improve visibility, coordination, and real-time decision-making on the factory floor.
In particular, IIoT connects machines, sensors, and control systems to continuously collect data from production environments. This data flows directly into the production ERP software, providing a centralized, real-time view of equipment performance, material movement, and production status.
This type of ERP integration enables teams to respond more quickly, reduce manual checks, and maintain uninterrupted production without delays.
Here are some of the key technologies that support this level of ERP integration:
- Sensors: These devices collect real-time data such as temperature, pressure, and machine speed to continuously monitor equipment conditions during production.
- Edge computing: This technology processes data close to the source, reducing latency and supporting faster decision-making directly on the factory floor.
- Cloud platforms: These platforms securely store and analyze production data, providing centralized access and long-term insights across operations.
- AI andmachine learning: These tools analyze operational data to detect patterns, predict equipment failures, and suggest process adjustments to enhance performance.
- 5G networks: This type of network delivers high-speed, low-latency connectivity that enables real-time communication between machines, systems, and devices.
Link to this sectionERP and cloud computing in manufacturing#
In addition to IIoT and edge technologies, cloud computing plays a key role in how ERP systems support smart manufacturing. While IIoT devices collect and process data locally for speed and responsiveness, the cloud makes it possible to store, access, and analyze that data across multiple locations.
With cloud-based ERP solutions, manufacturers can run systems without depending on in-house servers. Also, software providers can manage updates, security, and backups, reducing the need for large internal IT teams. Meanwhile, production, inventory, and supply chain data become available in real time across departments and sites.

Fig 2. Benefits of a cloud ERP system in the manufacturing industry (Source)
For example, a manufacturer operating across several facilities can manage operations from a single platform. If a shipment is delayed or a machine needs servicing, managers can immediately see the impact and adjust schedules to keep things moving. Tasks that previously required hours of coordination can be handled in less time with fewer disruptions.
Link to this sectionERP integration with MES and PLM#
Aside from ERP systems for manufacturing, there are other types of process manufacturing software that support specific stages of production and product development. For instance, a Manufacturing Execution System (MES) monitors real-time activity on the shop floor, while Product Lifecycle Management (PLM) software manages product design, specifications, and engineering changes.
Each system offers specialized capabilities: ERP handles planning, inventory management, procurement, and order processing; MES focuses on execution and production tracking; and PLM manages design and documentation. When integrated, these systems create a connected workflow.
When comparing MES vs. ERP, MES focuses on real-time shop floor operations, while ERP manages broader planning and resource management. Similarly, in a PLM vs. ERP setup, PLM handles product design and development, while ERP manages how those designs are turned into finished products and delivered.
Link to this sectionERP for process vs. discrete manufacturing#
Likewise, there are also different manufacturing operations to consider. The type of ERP solution you need often depends on whether your business follows a process or discrete manufacturing model.
Process manufacturing is common in industries like food, chemicals, and cosmetics, where products are made in batches. ERP systems for process manufacturing track ingredients, manage expiration dates, and ensure compliance with strict quality and safety standards.
Discrete manufacturing, on the other hand, involves assembling individual components into finished goods. In industries such as electronics and automotive, ERP software helps manage bills of materials (BOMs), track production progress, and organize parts and workflows.
Link to this sectionChoosing the right ERP solution#
Choosing an ERP system that matches your production model is crucial. The right solution helps streamline operations, improve accuracy, and support long-term growth.
Manufacturers vary in size, complexity, and operational needs. Smaller businesses may look for flexible ERP platforms with core features, while larger manufacturers often require advanced systems that manage high data volumes, multiple sites, and detailed workflows.
Ideally, an ERP software should reflect the way a manufacturer operates, integrate with existing tools, and scale with the business over time. Usability, vendor support, and industry-specific functionality also contribute to long-term success.
When these elements come together, the benefits of ERP systems in the manufacturing industry become more visible. Manufacturers gain greater control over operations, improve coordination across teams, and respond faster to changing demands.
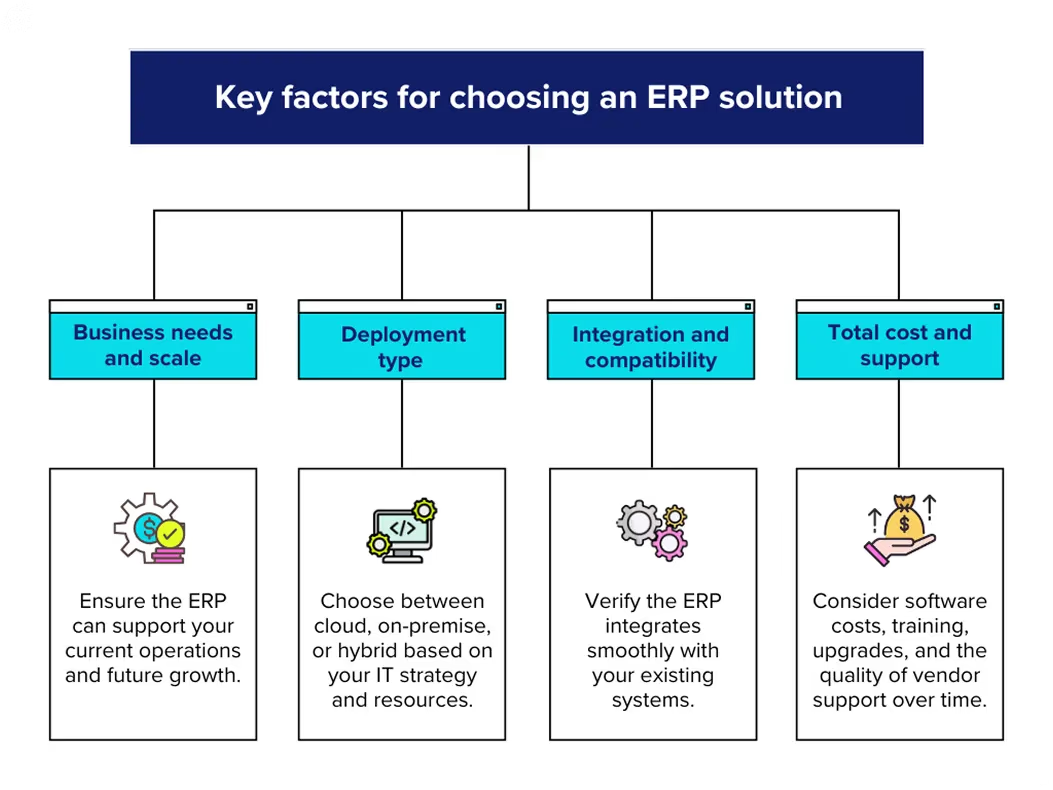
Fig 3. Key factors for choosing an ERP solution. Image by author.
Link to this sectionERP in manufacturing with computer vision#
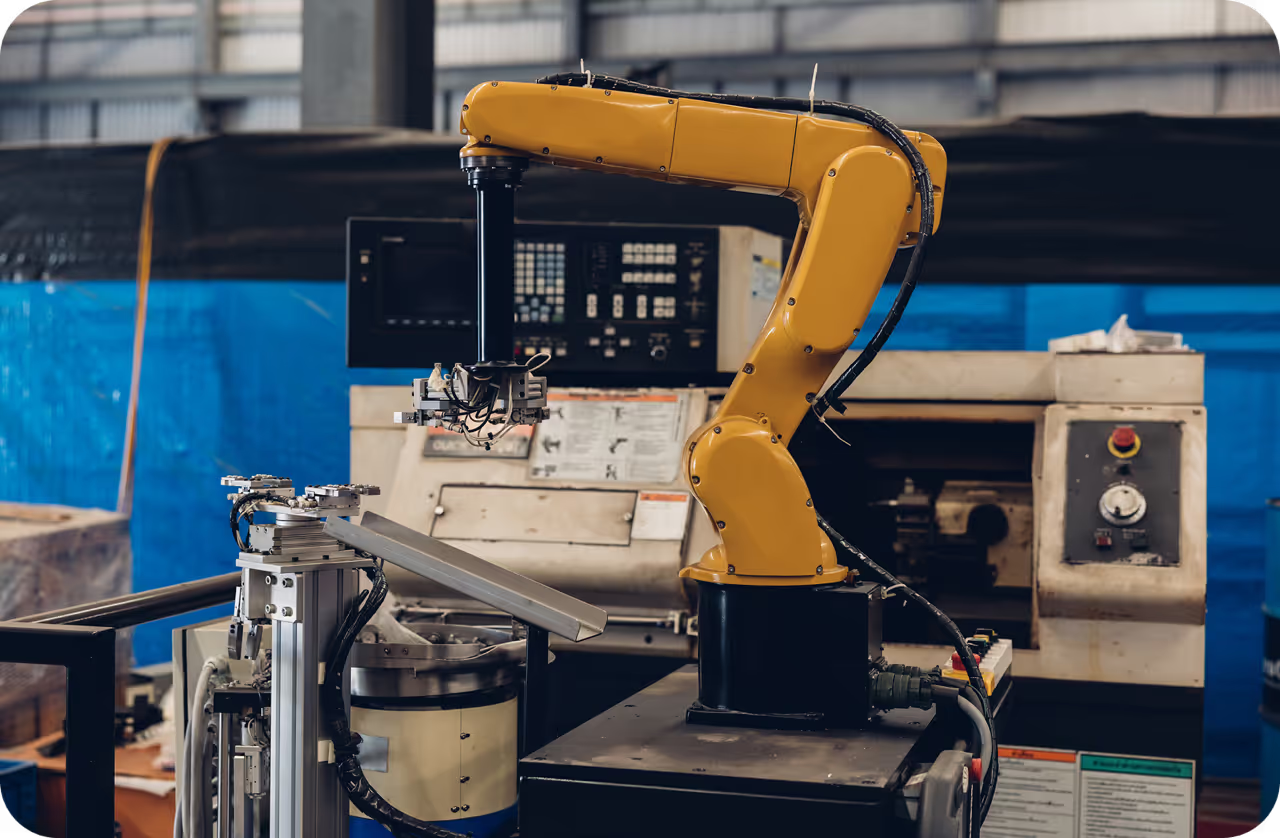
Another interesting ERP integration is the use of computer vision in manufacturing. By connecting vision AI systems with ERP solutions, manufacturers gain real-time visual insight into operations. Computer vision models like Ultralytics YOLO11 that support tasks like object detection and object tracking can analyze live camera feeds.
Take inventory management, for example. YOLO11 can be used to detect and count items on a moving line without barcodes or manual input. Stock levels can be updated automatically, improving accuracy and reducing manual workload.
Computer vision can also play a role in quality control by identifying defects, missing parts, or misaligned components. Insights from vision AI models such as YOLO11 can be integrated into ERP workflows, where they can trigger alerts or corrective actions.
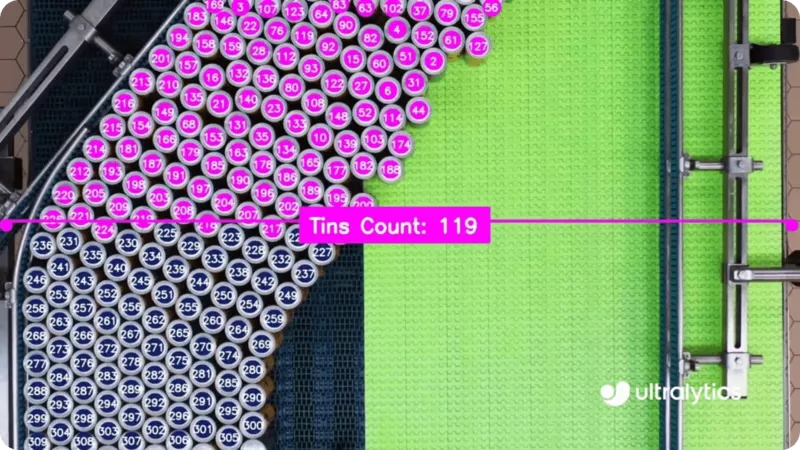
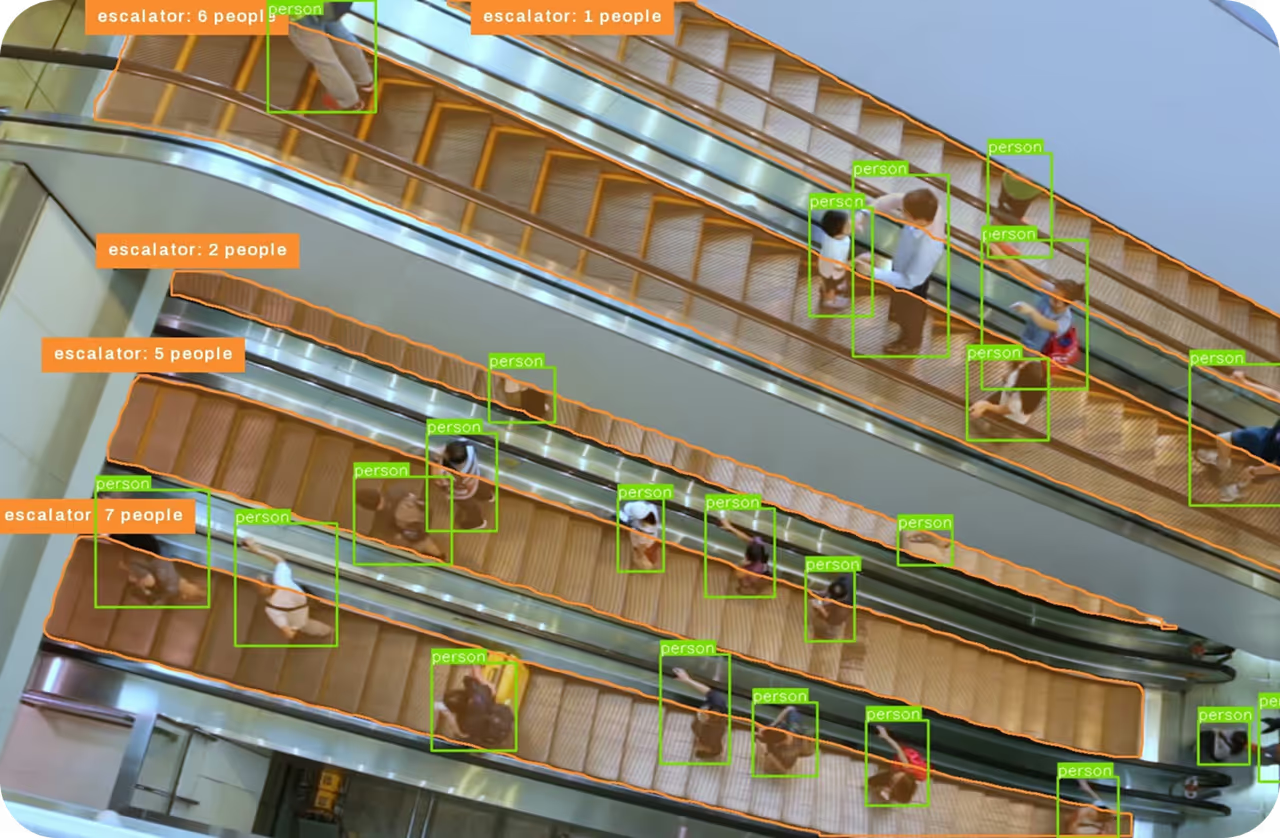
Fig 4. An example of detecting and counting objects using YOLO11. (Source)
Link to this sectionKey takeaways#
An ERP system offers the core functionality needed for efficient factory operations. By bringing in real-time data from technologies such as IIoT devices and computer vision systems, they provide manufacturers with a clear view of production processes, inventory, and equipment. With connected systems in place, they can stay organized, respond quickly to changes, and manage operations more effectively.
Join our community and GitHub repository to explore more about AI. Check out our solution pages to learn about AI in the automotive industry and computer vision in healthcare. Discover our licensing options and start building with computer vision today!