Aplicaciones de la IA en la industria alimentaria: Un sabor del futuro
Explora cómo se utilizan la IA y la visión artificial en el procesamiento de alimentos, mejorando el control de calidad, reduciendo los residuos y garantizando alimentos más seguros y frescos para los consumidores.

La industria del procesamiento de alimentos moldea indirectamente nuestras dietas cotidianas, convirtiendo las cosechas de las tierras de cultivo en las sabrosas comidas que nos encantan. Implica métodos de conservación de alimentos como el secado, la congelación, el encurtido y la irradiación para ralentizar o detener el deterioro y ayudar a que los alimentos duren más tiempo. Los productos horneados, los alimentos para bebés, los cereales, las patatas fritas, los frutos secos, los dulces, la comida para mascotas y las comidas listas para consumir son ejemplos populares de alimentos procesados.
Fig 1. Ejemplos de alimentos procesados saludables.
Curiosamente, hoy en día, los alimentos procesados representan entre el 25% y el 60% de la ingesta diaria de energía de muchas personas en todo el mundo. Con el aumento de la demanda de alimentos procesados, la inteligencia artificial (IA) ofrece una gran solución para optimizar el procesamiento de alimentos e impulsar la innovación en todo el sector.
La IA puede intervenir y permitir que las máquinas se encarguen de tareas que tradicionalmente realizan los humanos. Una rama clave de la IA, conocida como visión artificial, es especialmente útil para tareas como el análisis de imágenes y vídeos con el fin de identificar y realizar un seguimiento de los productos alimentarios.
Con una previsión de que el mercado de la IA en la alimentación alcance los 48.990 millones de dólares para 2029, se están adoptando tecnologías como la visión artificial para reimaginar rápidamente las operaciones, mejorar la calidad y reducir los residuos. En este artículo, exploraremos cómo estas innovaciones están afectando a la industria del procesamiento de alimentos. ¡Empecemos!
Link to this sectionComprender los flujos de trabajo de procesamiento de alimentos#
El sector del procesamiento de alimentos se centra en transformar ingredientes crudos, como cultivos recién cosechados o carne, en alimentos listos para comer o almacenables utilizando métodos como el picado, la cocción, el enlatado, la licuefacción y el encurtido. El objetivo detrás de estos procesos es crear alimentos que no solo sean deliciosos y visualmente atractivos, sino también comercializables y, en muchos casos, que tengan una vida útil más larga.
Aquí tienes un vistazo más de cerca al flujo de trabajo típico de procesamiento de alimentos:
-
Manipulación de materias primas: Esto implica recibir, almacenar y realizar comprobaciones de calidad iniciales para asegurar que las materias primas o ingredientes cumplen los estándares.
-
Procesamiento: El procesamiento incluye operaciones como la mezcla, la cocción, el enlatado, la congelación y otros pasos para transformar las materias primas en el producto alimentario final.
-
Envasado: Prepara los productos alimentarios finales para su distribución mediante el sellado y etiquetado seguros para el transporte.
-
Control de calidad e inspección: Al supervisar cada etapa de la producción, se aseguran la higiene, la consistencia, la seguridad y el cumplimiento normativo.
Fig 2. Una descripción general de los métodos de procesamiento de alimentos.
Quizás te preguntes: ¿por qué es tan importante el procesamiento de alimentos? Más allá de hacer que los alimentos sean seguros para el consumo, el procesamiento de alimentos desempeña un papel clave en el apoyo a un mundo más sostenible. Puede reducir el desperdicio de alimentos al preservar los productos de temporada y hacerlos disponibles durante todo el año. También puede abordar necesidades dietéticas específicas, como productos sin gluten o de origen vegetal, ayudando a prevenir deficiencias nutricionales.
Otra razón crucial para procesar los alimentos es eliminar los microorganismos nocivos, especialmente aquellos que pueden causar enfermedades. Técnicas como la irradiación se utilizan para penetrar en los alimentos y matar o prevenir el crecimiento de gérmenes nocivos, sin dejar residuos perjudiciales.
Link to this sectionEl papel de la visión artificial en el procesamiento de alimentos#
Ahora que hemos cubierto la importancia del procesamiento de alimentos, echemos un vistazo más de cerca a cómo la visión artificial puede mejorar los procesos involucrados.
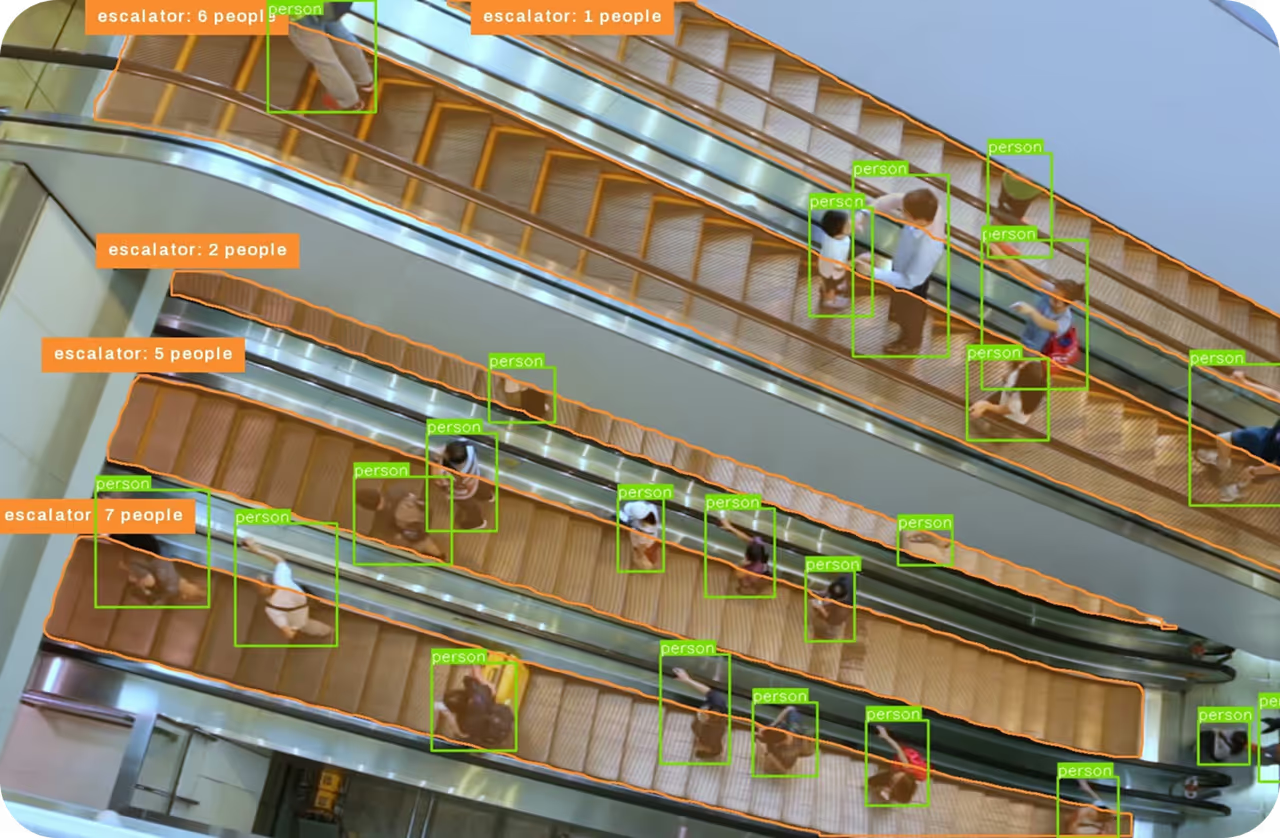
Los sistemas de visión artificial utilizan cámaras de alta resolución y algoritmos para procesar y analizar imágenes o vídeos en tiempo real. La inferencia en tiempo real significa que el sistema procesa e interpreta inmediatamente los datos a medida que se recopilan, sin demora alguna. Esto permite que las máquinas vean y comprendan información visual, similar al ojo humano, pero con mucha mayor precisión y velocidad. Mediante el uso de técnicas como la detección de objetos y el reconocimiento de patrones, la visión artificial puede identificar defectos, supervisar la calidad del producto y realizar un seguimiento de los artículos en una línea de producción automáticamente.
Por ejemplo, en una planta de procesamiento de alimentos, la visión artificial puede escanear productos en una cinta transportadora en tiempo real, detectando pequeñas imperfecciones o contaminantes que podrían pasar desapercibidos para los inspectores humanos. Analizar los productos inmediatamente ayuda a garantizar la seguridad alimentaria, mantener el control de calidad y reducir los errores de producción.
Link to this sectionAplicaciones clave de la IA de visión en la industria alimentaria#
Al analizar imágenes y clips de vídeo mediante modelos de visión artificial como Ultralytics YOLO11, podemos supervisar y extraer información valiosa para ayudar a optimizar diversas operaciones de procesamiento de alimentos. Echemos un vistazo a algunos ejemplos del mundo real de cómo se utiliza esta tecnología.
Link to this sectionSupervisión de la limpieza en una planta mediante visión artificial#
La visión artificial se puede utilizar para supervisar continuamente lo que ocurre en una planta de procesamiento de alimentos, especialmente para asegurar que el entorno se mantenga limpio y cumpla con los estándares de higiene. En el pasado, esto se hacía mediante inspecciones aleatorias, que a menudo consumían mucho tiempo y no siempre eran fiables.
Ahora, los sistemas de cámaras integrados con modelos de visión artificial, como YOLO11, ofrecen una solución mucho mejor. YOLO11 admite la detección de objetos, lo que permite al sistema observar, registrar y analizar cada paso del proceso de preparación de los alimentos. Por ejemplo, puede detectar contaminantes como el moho, que pueden desencadenar reacciones alérgicas, ayudando a garantizar la seguridad alimentaria en tiempo real.
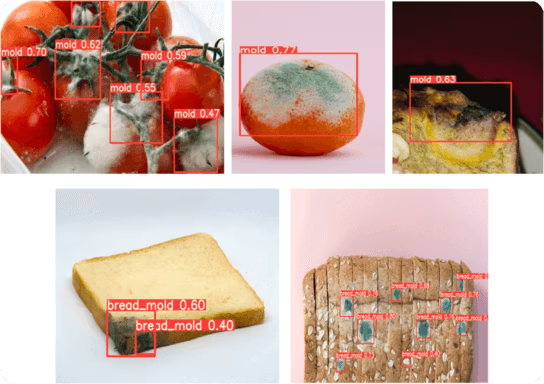
Fig 3. Un ejemplo del uso de YOLO para detectar moho en los alimentos.
Los sistemas de IA de visión también pueden ayudar a los trabajadores en las plantas de procesamiento de alimentos proporcionando alertas y comentarios en tiempo real cuando algo sale mal. Por ejemplo, el sistema puede notificar instantáneamente al personal si no están siguiendo los protocolos de salud y seguridad adecuados, como no usar redecillas o guantes mientras manipulan alimentos. Esto ayuda a garantizar que se cumplan siempre los estándares de seguridad y reduce el riesgo de contaminación.
Link to this sectionAnálisis nutricional y detección de adulteraciones#
Una buena nutrición es clave para mantenerse saludable y puede ayudar a reducir el riesgo de enfermedades crónicas como el cáncer, las enfermedades cardíacas y los accidentes cerebrovasculares. En la industria del procesamiento de alimentos, verificar que los productos alimentarios cumplen los estándares nutricionales y están libres de contaminantes es una parte crítica del proceso de producción. Los métodos manuales para comprobar el contenido nutricional de los alimentos pueden ser lentos, costosos y requerir una preparación y pruebas extensas. La IA y la visión artificial proporcionan una forma más rápida y eficiente de analizar el valor nutricional de los alimentos.
Estas tecnologías pueden procesar rápidamente imágenes o vídeos de alimentos para identificar diferentes artículos, estimar el tamaño de las porciones y proporcionar información nutricional detallada. Por ejemplo, modelos de visión artificial como YOLO11 pueden detectar con precisión los tipos de alimentos y las porciones, mientras que los algoritmos de aprendizaje automático pueden calcular las calorías y otros nutrientes en tiempo real. Esta combinación de IA y visión artificial hace que el proceso sea más rápido, más preciso y más fácil de usar para supervisar y mantener una dieta saludable.
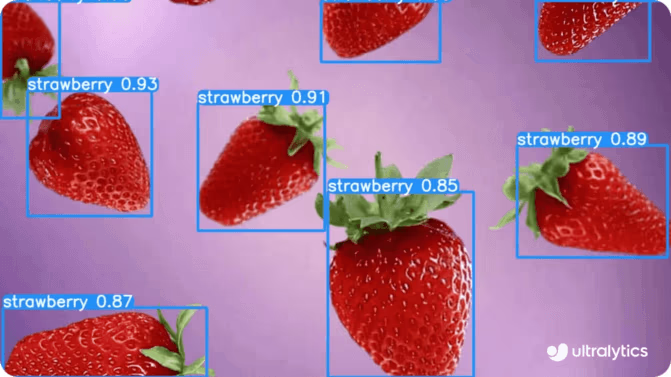
Fig 4. Ultralytics YOLO11 puede ayudarte a detectar alimentos como las fresas.
Link to this sectionMejor control de calidad#
El control de calidad es fundamental en cualquier instalación de procesamiento de alimentos, y la visión artificial puede desempeñar un papel crucial en el mantenimiento de los estándares y normativas de calidad. Ofrecen un mayor nivel de precisión y eficiencia que los métodos de inspección convencionales.
Las soluciones de visión artificial pueden inspeccionar de forma rápida y precisa los productos alimentarios en busca de una variedad de parámetros de calidad y seguridad utilizando algoritmos avanzados de procesamiento de imágenes y aprendizaje automático. Esto incluye la detección de contaminación, la verificación de defectos en el envasado y la garantía de que las etiquetas cumplan con los estándares requeridos.
Las capacidades de seguimiento de objetos de YOLO11 llevan esto un paso más allá al permitir la lectura de etiquetas en tiempo real en los productos a medida que se mueven a lo largo de las líneas de producción. A medida que cada artículo pasa por la vista de la cámara, YOLO11 puede rastrear y recortar la etiqueta. La etiqueta recortada puede leerse utilizando Reconocimiento Óptico de Caracteres (OCR). Este proceso garantiza que cada producto esté etiquetado correctamente sin interrumpir el flujo de producción. Con el seguimiento en tiempo real y OCR, se puede mantener la precisión del etiquetado, garantizando el cumplimiento de las normativas incluso en entornos de ritmo rápido.
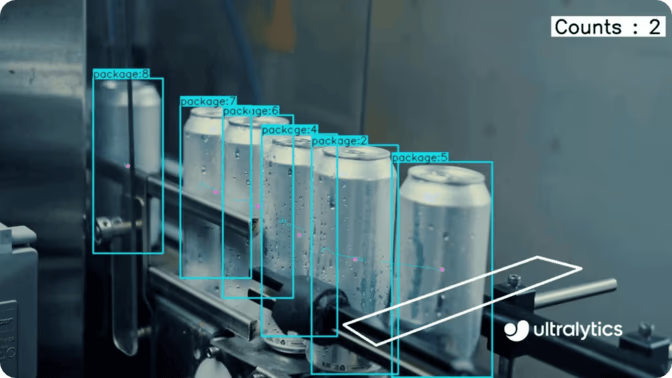
Fig 5. YOLO11 siendo utilizado para rastrear y contar bebidas enlatadas.
Link to this sectionPros y contras del uso de la IA en la industria alimentaria#
Las soluciones de procesamiento de alimentos impulsadas por IA de visión ofrecen numerosos beneficios, incluida la automatización de tareas y un control de calidad elevado. Aquí tienes otras ventajas a considerar:
-
Predicción de la vida útil: Los sistemas de IA de visión pueden evaluar indicadores visuales como la textura, el contenido de humedad y los signos de exposición a la temperatura para predecir la vida útil de los productos alimentarios. Al proporcionar un análisis en tiempo real, estos sistemas ayudan a optimizar la gestión del inventario, reducir los residuos y asegurar que los productos permanezcan dentro de su período de consumo seguro.
-
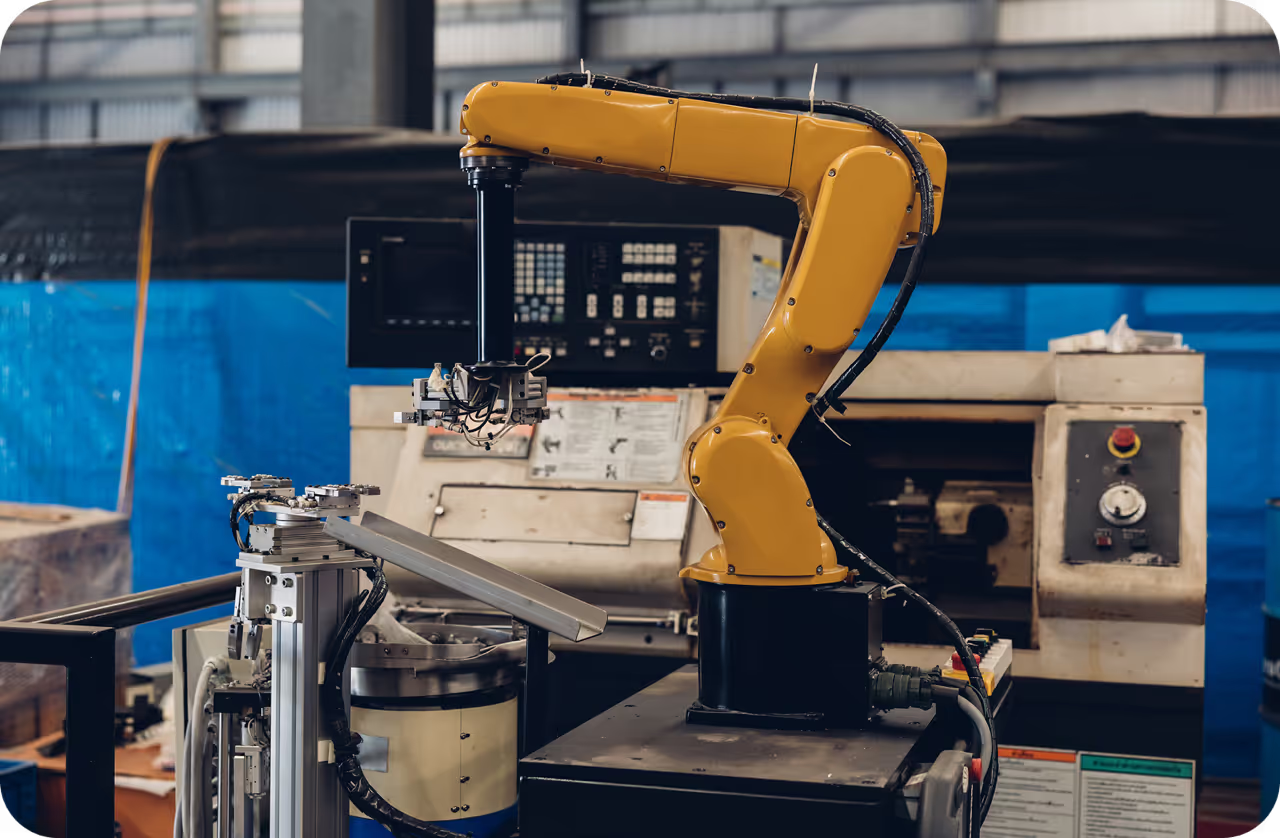
Mayor producción: Los robots habilitados con IA de visión pueden automatizar las tareas de producción y procesamiento, aumentando la eficiencia y reduciendo los costes laborales. Con la capacidad de inspeccionar y manipular productos visualmente, estos robots pueden realizar tareas repetitivas de forma más rápida, precisa y con mayor consistencia que los humanos.
-
Mejora de la consistencia del producto: La visión artificial puede reforzar una calidad de producto consistente mediante la supervisión del tamaño, la forma y la apariencia en tiempo real, reduciendo la variación en los lotes y asegurando que los productos cumplan con las especificaciones deseadas.
Sin embargo, a pesar de los crecientes beneficios y la adopción de la IA en la industria alimentaria, todavía hay algunas limitaciones a tener en cuenta:
-
Restricciones ambientales: Los sistemas de visión artificial a menudo necesitan un entorno estable y controlado (buena iluminación, temperatura, etc.) para funcionar correctamente. Debido a las diversas condiciones ambientales (áreas de almacenamiento, congeladores, áreas de cocción, etc.), configurar estos sistemas dentro de las instalaciones de procesamiento de alimentos puede ser difícil.
-
Mantenimiento del sistema: La calibración regular, las actualizaciones de software y el mantenimiento del hardware son esenciales para mantener la precisión y el rendimiento. Sin un mantenimiento adecuado, los sistemas de IA pueden fallar, lo que genera retrasos en la producción o problemas de calidad.
-
Falsos positivos y negativos: Los sistemas de IA a veces pueden identificar erróneamente contaminantes, causando desperdicios innecesarios o riesgos de seguridad no detectados. Estos errores a menudo requieren supervisión manual, lo que reduce la eficiencia general de la automatización.
Link to this sectionEl futuro de la IA en el procesamiento de alimentos#
La IA está allanando el camino para la nutrición personalizada. Mediante el uso de algoritmos avanzados y análisis de datos, la IA puede crear planes de nutrición personalizados basados en la genética, el estilo de vida y las métricas de salud de un individuo. Las personas pueden seguir su dieta de manera más efectiva y tomar decisiones alimentarias más saludables.
Por ejemplo, se están utilizando herramientas impulsadas por IA para ayudar a las personas a controlar la diabetes tipo 2. Estas herramientas ofrecen orientación nutricional personalizada, lo que puede conducir a mejores resultados de salud. Las investigaciones han demostrado que la IA puede incluso ayudar a poner la diabetes tipo 2 en remisión.
Las tecnologías emergentes como la realidad aumentada (AR) y el Internet de las Cosas (IoT) también están teniendo un impacto significativo en la industria alimentaria. La AR se está utilizando para la formación de los empleados, donde los trabajadores pueden interactuar con modelos 3D o simulaciones para aprender sobre seguridad alimentaria, técnicas de procesamiento y funcionamiento de la maquinaria. Mientras tanto, el IoT permite la recopilación y supervisión de datos en tiempo real, ayudando a las empresas a realizar un seguimiento de todo, desde los niveles de inventario hasta las variaciones de temperatura en el almacenamiento. Esta integración de IA, AR e IoT está ayudando a la industria alimentaria a ser más eficiente, más segura y estar mejor equipada para satisfacer la creciente demanda de los consumidores.
Link to this sectionConclusiones clave#
La IA está mejorando el sector del procesamiento de alimentos, haciendo que diversos flujos de trabajo sean más rápidos, seguros y eficientes. Desde la comprobación de la calidad de los alimentos con cámaras inteligentes hasta la ayuda para reducir los residuos y la personalización de la nutrición, la IA está mejorando la forma en que se fabrican y entregan los alimentos.
Si bien existen desafíos como los costes iniciales y el mantenimiento, los beneficios de una mayor precisión, una producción más rápida y una mayor seguridad superan estas preocupaciones. A medida que la tecnología mejore, es probable que la IA desempeñe un papel aún mayor en la industria alimentaria, ayudando a las empresas a crear alimentos de alta calidad, seguros y sostenibles para todos.
Para obtener más información, visita nuestro repositorio de GitHub e interactúa con nuestra comunidad. Explora aplicaciones de IA en coches autónomos o visión artificial en agricultura en nuestras páginas de soluciones. 🚀