Machine Vision
Explore comment la vision industrielle automatise l'inspection et le guidage. Apprends à déployer Ultralytics YOLO26 pour la détection de défauts en temps réel et la précision robotique.
La vision industrielle désigne l'intégration de capteurs optiques, de matériel d'imagerie numérique et d'algorithmes de traitement d'image dans des équipements industriels afin d'automatiser les tâches d'inspection visuelle et de guidage. Bien qu'elle partage des fondements avec les technologies plus larges de l'intelligence artificielle, la vision industrielle se distingue par son approche technique centrée sur l'interaction en temps réel avec des environnements physiques. Elle agit comme les "yeux" d'une ligne de production ou d'un système autonome, capturant des données visuelles qui permettent aux systèmes de contrôle d'identifier les défauts, de trier les produits et de guider des bras robotisés avec une grande précision. En associant des caméras spécialisées à des logiciels sophistiqués, ces systèmes améliorent le contrôle qualité et l'efficacité opérationnelle dans des secteurs allant de l'automobile à l'emballage pharmaceutique.
Vision industrielle vs vision par ordinateur#
Bien que les termes soient souvent utilisés de manière interchangeable, il existe une distinction fonctionnelle entre machine vision vs. computer vision. La vision par ordinateur (CV) est le domaine académique et technologique global qui implique l'extraction d'informations significatives à partir d'images numériques. La vision industrielle (MV) fait spécifiquement référence à l'application de la CV dans des contextes industriels ou pratiques où le système doit interagir avec d'autres équipements matériels.
Par exemple, un modèle de vision par ordinateur peut analyser un jeu de données médicales pour trouver des tendances dans des radiographies, tandis qu'un système de vision industrielle utilise le edge computing pour déclencher un actionneur pneumatique qui rejette une bouteille fissurée sur un ruban de convoyeur en quelques millisecondes. Les systèmes MV privilégient la vitesse, la fiabilité et l'intégration avec des périphériques d'entrée/sortie (E/S), en déployant souvent des modèles sur des embedded devices pour des performances à faible latence.
Composants essentiels et technologie#
Un système de vision industrielle typique repose sur un pipeline de matériel et de logiciels étroitement intégré. Il commence par le sous-système d'acquisition d'images, qui comprend un éclairage spécialisé pour mettre en valeur les caractéristiques et des image sensors (comme les capteurs CMOS ou CCD) qui capturent des images haute résolution. Ces données sont transmises à une unité de traitement — souvent un PC industriel ou une caméra intelligente — où des algorithmes analysent les données des pixels.
Les systèmes modernes utilisent de plus en plus le deep learning pour gérer des variations complexes que les algorithmes traditionnels basés sur des règles ne peuvent pas traiter. Les réseaux de neurones, tels que le modèle de pointe YOLO26, permettent aux systèmes de vision industrielle d'apprendre à partir d'exemples plutôt que de s'appuyer sur une programmation rigide. Ce changement permet une adaptive manufacturing, où les systèmes peuvent reconnaître de nouvelles variantes de produits sans reprogrammation approfondie.
Applications concrètes#
La vision industrielle stimule l'automatisation dans divers secteurs, garantissant une cohérence que l'inspection humaine ne peut égaler.
Inspection optique automatisée (AOI)#
Dans la fabrication de composants électroniques, les systèmes AOI sont essentiels pour l'assurance qualité. À mesure que les cartes de circuits imprimés deviennent plus petites et plus complexes, l'œil humain peine à vérifier les composants. Les systèmes de vision industrielle utilisent la object detection pour identifier les composants manquants, inclinés ou incorrects sur un circuit imprimé (PCB). En employant l'instance segmentation, le système peut calculer la zone de brasage précise pour garantir la connectivité électrique. Si un défaut est détecté, le système signale automatiquement la carte pour retouche, évitant ainsi que des composants électroniques défectueux ne parviennent au marché grand public.
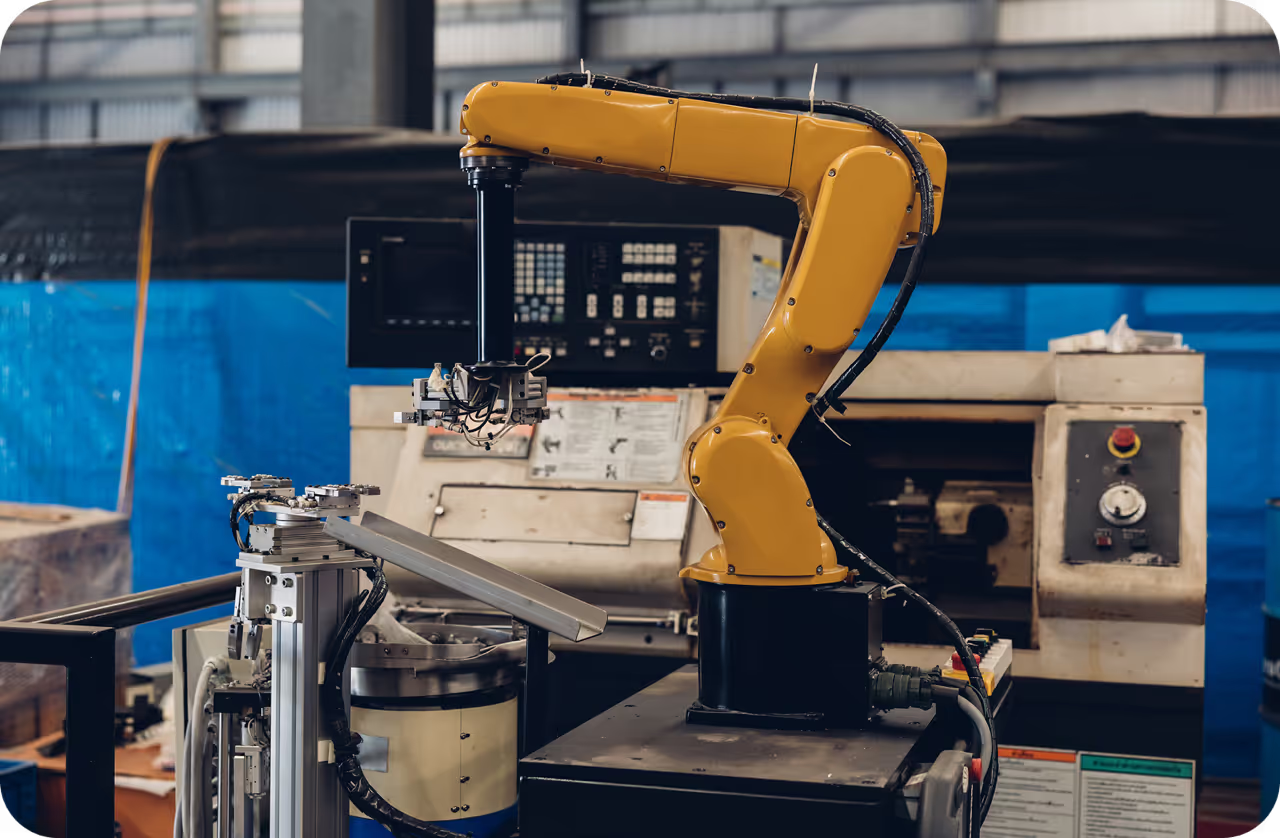
Robotique guidée par vision (VGR)#
Les robots utilisés dans la logistique et l'entreposage s'appuient sur la vision industrielle pour la navigation et la manipulation. Dans un processus connu sous le nom de prise de pièces en vrac, un robot doit localiser des articles empilés de manière aléatoire et les saisir correctement. Cela nécessite une pose estimation, qui détermine l'orientation et les points clés d'un objet dans l'espace 3D. En traitant l'entrée visuelle, le robot ajuste dynamiquement son angle de préhension. Cette intégration de l'AI in robotics permet de mettre en place des lignes d'automatisation flexibles capables de gérer différentes formes de produits sans réoutillage mécanique.
Implémentation de la vision artificielle avec Ultralytics YOLO26#
Le développement d'applications de vision industrielle est devenu beaucoup plus accessible grâce aux frameworks modernes. La Ultralytics Platform simplifie le processus d'étiquetage des jeux de données industriels et d'entraînement des modèles optimisés pour le déploiement en périphérie. Vous trouverez ci-dessous un exemple de la manière dont un développeur peut utiliser Python pour exécuter un contrôle de détection de défauts à l'aide du dernier modèle YOLO.
from ultralytics import YOLO
# Load a custom YOLO26 model trained for detecting manufacturing defects
# 'yolo26n.pt' is the nano version, optimized for high-speed inference
model = YOLO("yolo26n.pt")
# Run inference on an image from the production line
# 'conf=0.6' sets a strict confidence threshold to avoid false positives
results = model.predict(source="conveyor_belt_feed.jpg", conf=0.6)
# Process results to trigger an action (e.g., stopping the line)
for r in results:
if len(r.boxes) > 0:
print(f"Defect Detected: {r.names[int(r.boxes.cls[0])]}")
# Logic to trigger hardware rejection mechanism would go hereL'avenir : Industrie 4.0 et au-delà#
La vision industrielle est un pilier de l'Industry 4.0, facilitant la création d'usines intelligentes où les données circulent de manière fluide entre les capteurs visuels et les systèmes de gestion centraux. À mesure que les technologies telles que la génération de synthetic data s'améliorent, l'entraînement des modèles de vision pour les défauts rares devient plus facile, renforçant ainsi la fiabilité du système. La convergence de la connectivité 5G et de l'edge AI garantit que la vision industrielle continuera d'être le principal moteur de l'autonomie et de l'efficacité industrielles.