Explorer le traitement d'image, la vision par ordinateur et la vision industrielle
Découvre les différences entre le traitement d'image, la vision par ordinateur et la vision industrielle, et comment ces technologies sont utilisées pour des tâches comme l'analyse de données visuelles.

L'IA peut être utilisée pour analyser toutes sortes de données, et lorsqu'il s'agit de données visuelles telles que des images et des vidéos, cela relève du domaine de l'analyse d'images, qui implique différentes technologies. Le traitement d'images, la computer vision et la machine vision permettent aux ordinateurs de voir et de comprendre le monde en analysant des images et des trames vidéo. Bien que ces trois technologies semblent similaires, des différences clés les rendent utiles pour une variété d'applications. Le traitement d'images se concentre sur la manipulation et l'amélioration des images et des trames vidéo, tandis que la computer vision va plus loin en utilisant ces processed images pour aider les ordinateurs à interpréter et à comprendre leur contenu. La machine vision, quant à elle, applique des computer vision techniques spécifiquement aux environnements industriels, tels que les tâches inspections and quality control.

Fig 1. Les technologies clés utilisées pour analyser les données visuelles.
Ces trois domaines permettent diverses applications dans de nombreuses industries, telles que la healthcare, la manufacturing et l'agriculture. Dans cet article, nous allons explorer le traitement d'images, la computer vision et la machine vision et discuter de leurs différences. Nous verrons également comment elles fonctionnent et comment elles sont utilisées dans divers secteurs. C'est parti.
Qu'est-ce que le traitement d'image ?#
Commençons par la technique fondamentale derrière la vision par ordinateur et la vision industrielle : le traitement d'image. Il implique l'utilisation d'algorithmes pour manipuler et améliorer les images numériques, en ajustant des paramètres tels que la luminosité, le contraste, l'équilibre des couleurs ou en filtrant le bruit, afin de les préparer à une analyse et une interprétation plus avancées.
Examinons comment cela fonctionne. Le traitement d'image s'effectue en décomposant les images en pixels individuels, puis en manipulant ces pixels pour obtenir les effets souhaités. Par exemple, pour rendre une image plus lumineuse, l'algorithme peut augmenter l'intensité de chaque pixel. De même, pour détecter des contours, il peut rechercher des changements soudains dans les valeurs des pixels. En appliquant des opérations mathématiques et des algorithmes à ces pixels, le traitement d'image peut être utilisé pour améliorer la qualité de l'image, extraire des informations ou créer de nouvelles images.
Les techniques de traitement d'images sont également essentielles pour le traitement des données et la création de jeux de données visuels avec des images claires et de haute qualité, et elles aident les systèmes de computer vision et de machine vision à les analyser avec précision. Des bibliothèques comme OpenCV et MATLAB fournissent des frameworks robustes qui rendent ces techniques de traitement d'images accessibles aux développeurs et aux chercheurs dans divers domaines.
Voici quelques techniques de traitement d'image populaires :
- Filtrage : Le filtrage est appliqué pour réduire les niveaux de bruit dans une image en lissant les variations et les distorsions. Parmi les filtres courants, on trouve les filtres gaussiens pour le blurring et les filtres médians pour supprimer le bruit poivre et sel, qui apparaissent sous forme de pixels blancs et noirs aléatoires.
- Détection des contours : Elle est utilisée pour identifier les limites des objets dans une image en détectant des changements brusques d'intensité des pixels. Des applications comme l'medical imaging utilisent la détection des contours pour délimiter la structure des organes et des tumeurs.
- Seuillage : Le seuillage dans le traitement d'image consiste à convertir une image en niveaux de gris en une image binaire en définissant une valeur de seuil. Les pixels situés au-dessus du seuil deviennent blancs (1), et ceux en dessous deviennent noirs (0).

Fig 2. Une image en niveaux de gris avant et après seuillage.
Explorer une application du traitement d'image#
L'Image restoration est un excellent exemple d'application du traitement d'images. Elle consiste à récupérer une image qui s'est dégradée au fil du temps. Des techniques telles que le filtrage et la réduction du bruit sont utilisées pour éliminer les marques, les rayures, les taches, l'usure et restaurer l'image dégradée à sa qualité d'origine. La restauration d'image est particulièrement utile dans les situations où les images sont de faible qualité ou endommagées, comme les anciennes photographies.

Fig 3. Le traitement d'images peut être utilisé pour restaurer de vieilles images endommagées.
Qu'est-ce que la vision par ordinateur ?#
Contrairement au traitement d'image, qui se concentre sur la modification et l'amélioration des images, la vision par ordinateur donne aux ordinateurs la capacité de voir et de comprendre le monde réel. De nombreuses applications utilisent la vision par ordinateur pour identifier et comprendre des objets et des personnes dans des images ou des séquences vidéo. Elle reproduit la vision humaine et tente de répliquer la manière dont nous donnons du sens à ce que nous voyons autour de nous.
La computer vision peut être utilisée pour automatiser des tâches telles que la surveillance. Elle dispose également d'un large éventail d'applications pratiques comme la facial recognition, l'medical imaging et les autonomous vehicles. Les modèles de computer vision sont entraînés à l'aide de techniques de deep learning pour extraire et identifier des caractéristiques et des motifs complexes à partir de image datasets à grande échelle. Diverses industries utilisent ensuite ces modèles entraînés, tels que Ultralytics YOLOv8, pour différentes tâches telles que l'object detection et l'object tracking.

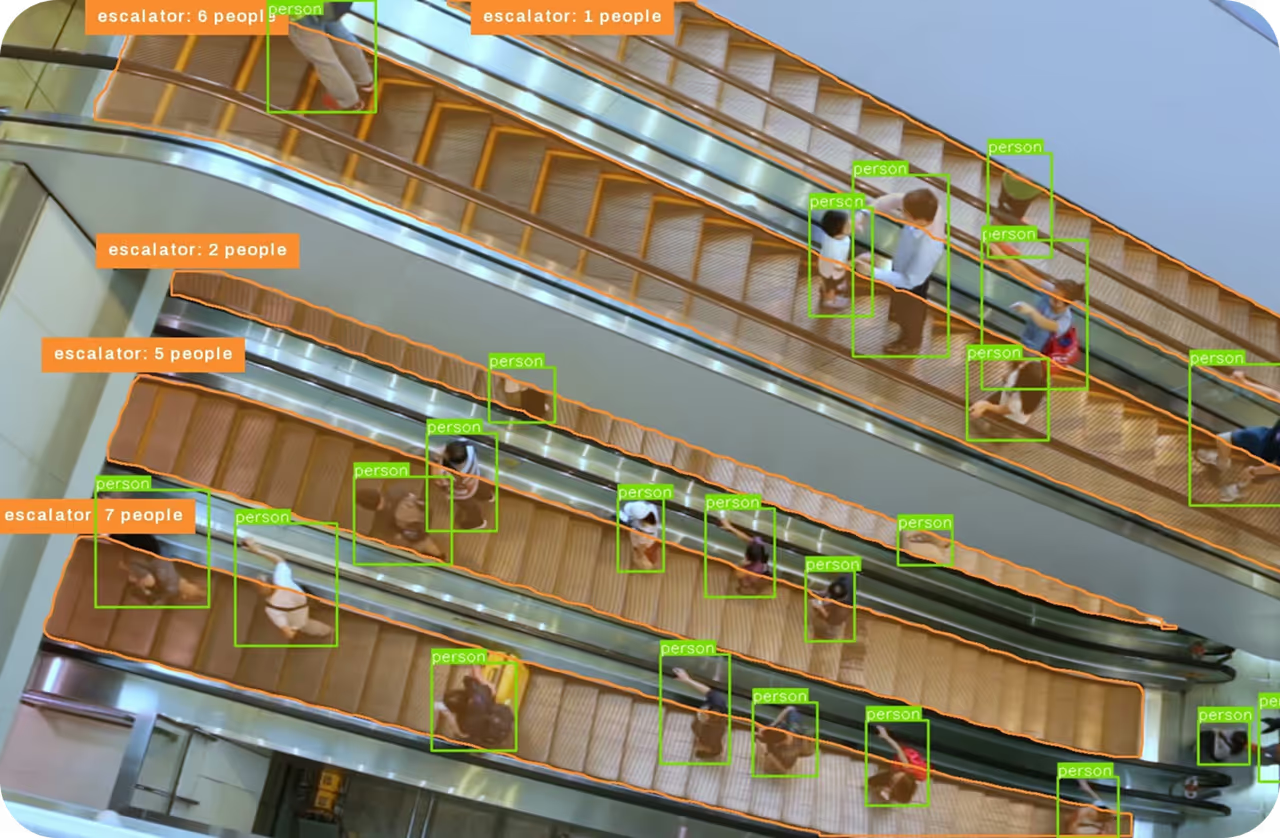
Fig 4. Un exemple d'utilisation de Ultralytics YOLOv8 pour l'object detection.
Par exemple, les self-driving cars comme Tesla utilisent la computer vision pour naviguer dans le monde réel. Les séquences capturées par les caméras embarquées de la voiture sont traitées à l'aide de la computer vision. Les tâches de computer vision telles que object detection, tracking et la segmentation sont essentielles pour understanding traffic situations et l'environnement qui les entoure. Une autre application intéressante est la reconnaissance faciale. La computer vision peut être utilisée pour analyser et reconnaître les traits du visage dans les images en capturant le visage d'une personne à partir d'une image ou d'une video, en identifiant les caractéristiques clés et en les comparant à une base de données de données faciales stockées.
Qu'est-ce que la vision industrielle ?#
Machine vision is used in industrial settings comme les grandes usines de fabrication ou les installations de production pour des applications telles que l'assurance de la qualité des produits et la vérification de l'exactitude des étiquettes et des codes-barres sur les produits finis. La Machine vision est une branche spécialisée de la computer vision qui s'appuie sur un matériel durable pour fonctionner efficacement dans des conditions difficiles. Étant donné que ces systèmes sont intégrés aux applications industrielles, une vitesse élevée et une précision en temps réel sont essentielles.
Voyons comment cela fonctionne. Tout d'abord, les données sont collectées à l'aide d'une ou de plusieurs caméras haute résolution. Ces caméras peuvent également inclure des fonctionnalités spécialisées telles que l'infrarouge ou la thermal imaging. Ensuite, les collected data sont analysées à l'aide de techniques de computer vision pour extraire les informations nécessaires. Les informations extraites comprennent généralement des détails tels que l'identification des objets, les formes, les tailles, les mouvements, les motifs et toute anomalie présente dans la scène, en fonction de l'application spécifique.
Comprendre une application de la vision industrielle#
Le contrôle qualité sur les lignes de manufacturing production garantit que seuls des produits de haute qualité parviennent aux clients, ce qui entraîne une plus grande satisfaction des clients et une augmentation des bénéfices. Les méthodes traditionnelles reposent souvent sur une inspection manuelle, qui peut prendre beaucoup de temps et être sujette à l'erreur humaine. Un mauvais contrôle qualité peut également entraîner des retards de production et des pertes financières, affectant la réputation de l'entreprise. Une excellente solution consiste à automatiser des tâches telles que l'inspection des surfaces, la vérification des étiquettes et le positionnement des objets à l'aide de la machine vision.
Par exemple, dans l'pharmaceutical industry, la qualité des produits est cruciale et des réglementations strictes sont appliquées pour maintenir des normes élevées. La machine vision peut être utilisée pour s'assurer que les plaquettes thermoformées contiennent le bon nombre de pilules, en vérifiant que chaque plaquette a exactement la bonne quantité, comme dix pilules dans un paquet de 10. Un modèle de computer vision comme YOLOv8 peut être utilisé pour identifier et count the pills using object detection.

Fig 5. La machine vision peut être utilisée pour le contrôle qualité dans l'industrie pharmaceutique.
Cependant, il est important de noter qu'il y a quelques limitations à prendre en compte lors de l'utilisation de la machine vision. Les systèmes de Machine vision nécessitent souvent d'excellentes conditions d'éclairage pour illuminate les produits dans les environnements industriels. Des caméras de haute qualité, des processors, and hardware accelerators sont également nécessaires pour capturer les données et accélérer le processus d'analyse. Un résultat direct de la conception spécifique de ces systèmes pour des tâches pratiques en milieu industriel est qu'ils peuvent être coûteux à installer.
Différences clés entre traitement d'image, vision par ordinateur et vision industrielle#
Maintenant que nous avons abordé les trois technologies séparément et examiné certaines de leurs applications, regardons-les de plus près côte à côte.

Fig 6. Une comparaison côte à côte du traitement d'images, de la computer vision et de la machine vision.
Le traitement d'images est idéal pour les tâches telles que le réglage de la luminosité ou le filtrage du bruit qui nécessitent moins de puissance de calcul et ne requièrent pas la capacité de comprendre des informations visuelles complexes. D'un autre côté, la computer vision excelle dans l'extraction d'informations significatives à partir d'images et le traitement de scènes complexes, mais elle nécessite davantage de ressources de calcul et de complexité. Pendant ce temps, la machine vision est conçue sur mesure pour les utilisations industrielles, telles que l'inspection automatisée, et est souvent soutenue par des systèmes spécialisés et coûteux.
Voir la situation dans son ensemble#
Bien que le traitement d'image, la vision par ordinateur et la vision industrielle soient étroitement liés, ils servent chacun des objectifs distincts. Le traitement d'image améliore et manipule les images au niveau du pixel, ce qui le rend très utile pour des tâches comme la reconstruction d'image.
La vision par ordinateur, quant à elle, va un peu plus loin en donnant aux ordinateurs la capacité de comprendre et d'interpréter des données visuelles. Elle est critique pour des cas d'usage comme la reconnaissance faciale et les voitures autonomes. De plus, la vision industrielle est utilisée spécifiquement pour des applications industrielles. Elle automatise les processus industriels comme les inspections et le contrôle qualité.
En comprenant ces technologies et leurs différences, tu peux choisir celle qui est la plus adaptée à tes applications, menant à une efficacité améliorée et de meilleurs résultats.
Apprenons et explorons ensemble ! Consulte notre GitHub repository pour voir nos contributions à l'IA, et n'oublie pas de t'impliquer auprès de notre community. Découvre comment nous redéfinissons des industries telles que la manufacturing et la healthcare grâce à une technologie d'IA de pointe.