AI in the mining industry: From ore to optimization
Understand how AI and computer vision are reshaping mining, boosting productivity, ensuring safety, and driving sustainable practices across the industry.

The mining sector and mineral extraction are vital to our everyday lives, powering everything from our homes to the technologies we depend on. Over the years, this industry has seen many advancements, from using stone tools to huge machinery. The latest advancement comes in the form of artificial intelligence (AI).
Computer vision is a subfield of AI that gives machines the ability to see and understand their surroundings, and is becoming increasingly present in mining. Enterprise computer vision technologies are expected to generate a global revenue of $386 billion by 2031. With the rising demand for resources, intelligent machines and systems are needed to increase productivity in the mining sector.
AI also plays a role in enhancing safety around mines by automating jobs that are too hazardous for workers. In this article, we’ll explore how AI and computer vision are used in the mining industry. Let’s get started!
Link to this sectionUnderstanding smart mining technology#
The mining industry, one of the earliest known sectors, dates back to ancient times when people mined minerals and metals for tools, building materials, and trade. Despite its long history, the industry is now at a turning point, needing modern technology to keep up with the growing demand for materials critical to global energy consumption.
Using AI technology is helping mining move away from old, labor-intensive methods to smarter, tech-driven processes. Since mining generates a wealth of data, AI can make operations faster, smoother, and more efficient.
AI technologies can be used across all areas of the mining value chain, from computer vision systems in self-driving trucks to mining companies using machine learning to forecast the demand for different minerals depending on the market.
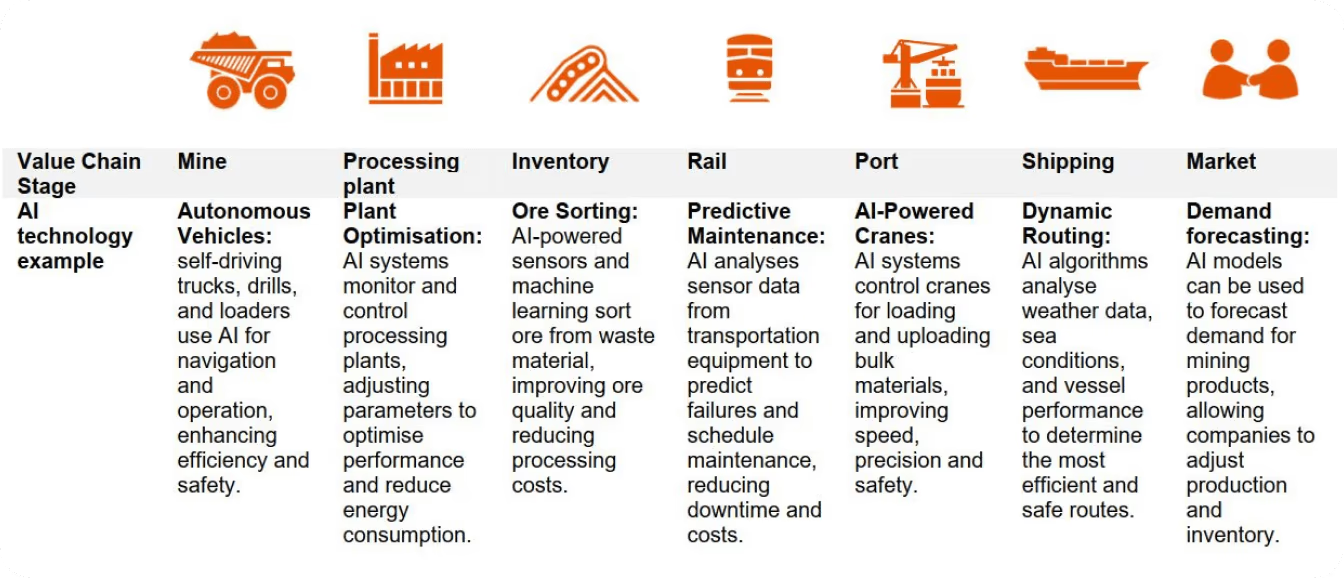
Fig 1. Examples of how AI is used across the mining value chain.
Here’s a closer look at some of the other AI technologies being used in mining:
-
Predictive maintenance: AI algorithms can be used to analyze data from mining equipment to predict when they need maintenance. This helps prevent unexpected breakdowns and minimize downtime. It keeps operations running smoothly and reduces the risk of accidents caused by equipment failures, boosting the safety of machinery and miners.
-
Wearable technology: Wearable devices integrated with AI can monitor miners' health and safety. They monitor heart rate, fatigue levels, and exposure to harmful substances. If a safety concern arises, these devices can quickly alert miners and supervisors.
-
Computer vision: It can be used to monitor work and give real-time updates. These insights help improve productivity and make mining worksites safer.
Link to this sectionComputer vision applications in mining#
Now that we’ve learned how AI is integrated into mining, let’s take a closer look at some ways in which computer vision can streamline and help in mining applications. By analyzing images and videos using computer vision models like Ultralytics YOLO11, we can extract insights that help optimize various mining operations.
Link to this sectionVision AI-driven mining automation#
Computer vision can be used to sort and grade mineral ores. Sorting and grading ores helps reduce the total amount of minerals sent to milling circuits, which can take a large quantity of energy to run. A lower grade means a lower mineral concentration and only the highest grade of ore is considered for further processing. Traditionally, this was done by manually reviewing ore samples, and it could go on for hours or even days.
Computer vision tasks such as image segmentation can help speed up the process of identifying and classifying high-grade ore samples. Models, like YOLO11, that support segmentation can be used to analyze images of ore samples at a pixel level. It helps distinguish the mineral particles from the rest of the material being analyzed. Vision-based methods are also more accurate than traditional techniques and help prevent the misclassification of high-grade ore, which can lead to waste.
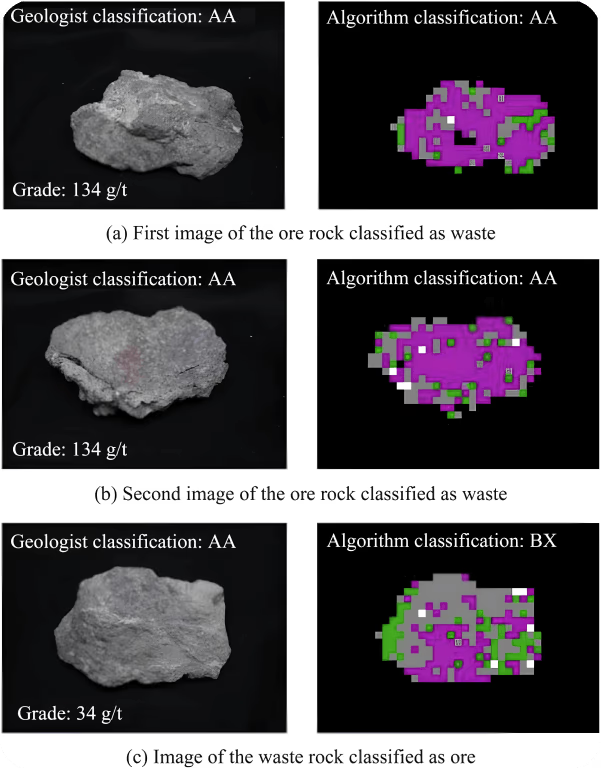
Fig 2. An example of ore grading using image segmentation.
Computer vision systems can also be used to create and monitor boundaries that define specific zones where different types of mining materials can be dumped. Mistakes, such as confusing piles of marginal ore with waste, can lead to valuable materials being discarded or the wrong materials being processed. A Vision AI system can monitor these zones in real time, ensuring trucks load and transport the right materials to the correct spots. If boundaries are crossed or materials are misplaced, supervisors can be immediately alerted to step in and fix the issue, minimizing errors and improving operational efficiency.
Link to this sectionAI in mineral processing: Monitoring equipment#
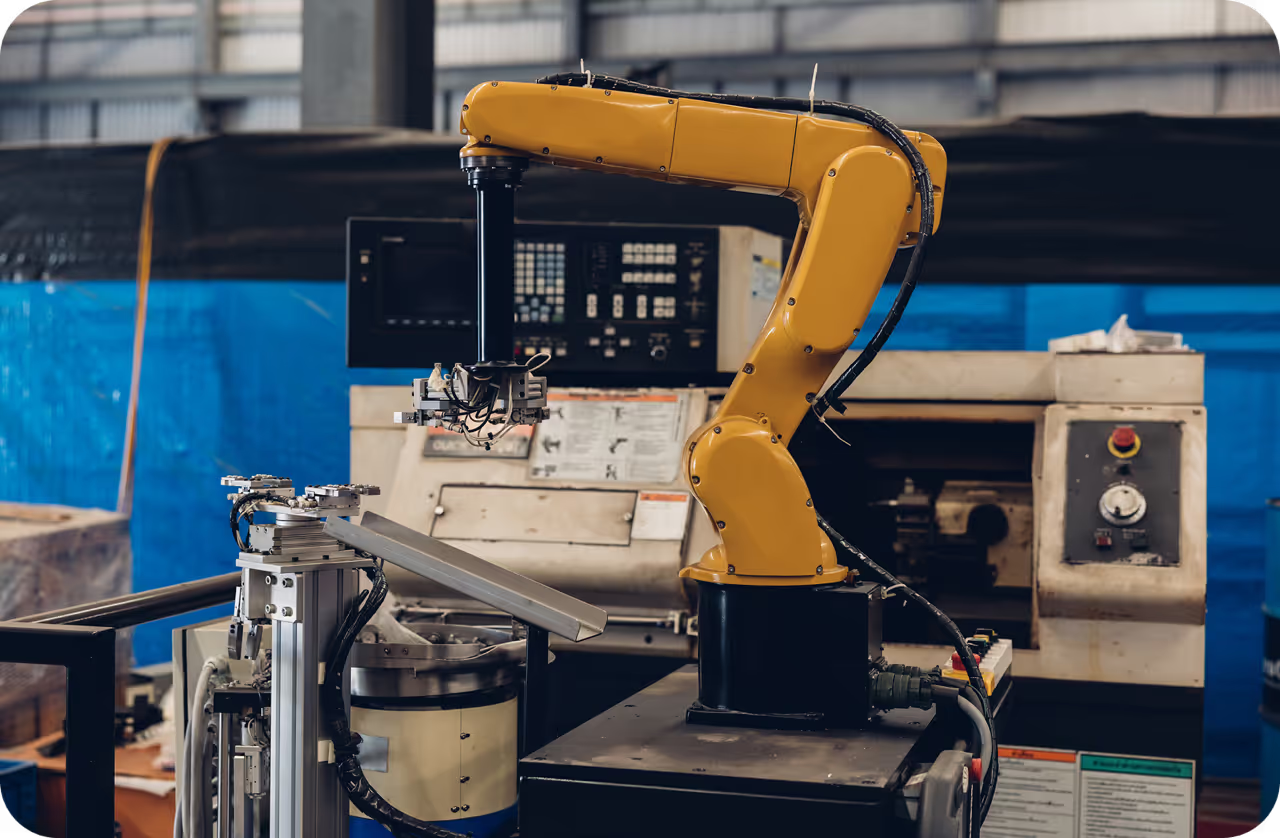
Heavy machines are the heart of mining, but they can pose a risk if not maintained well. AI cameras can monitor these machines in real time to ensure they’re working safely. If something appears to be worn out or is about to break down, the system alerts the team to fix it before it causes an accident.
For example, conveyor belts, which are key to moving ore and waste materials in mines, often run into issues like tears, spills, or worn parts that slow down operation. These may seem like small issues. However, a torn belt can spill material, block the system, and cause unnecessary delays.
Catching these problems early can speed up repairs and keep everything running smoothly. Computer vision systems can monitor belts in real time to spot problems like tears, looseness, spills, or slowdowns. They can also work with Internet of Things (IoT) devices like vibration sensors and infrared cameras for a detailed check-up, making sure materials keep moving without interruptions.

Fig 3. Computer vision detecting an issue with the conveyor belt.
Link to this sectionAI for mining safety improvements#
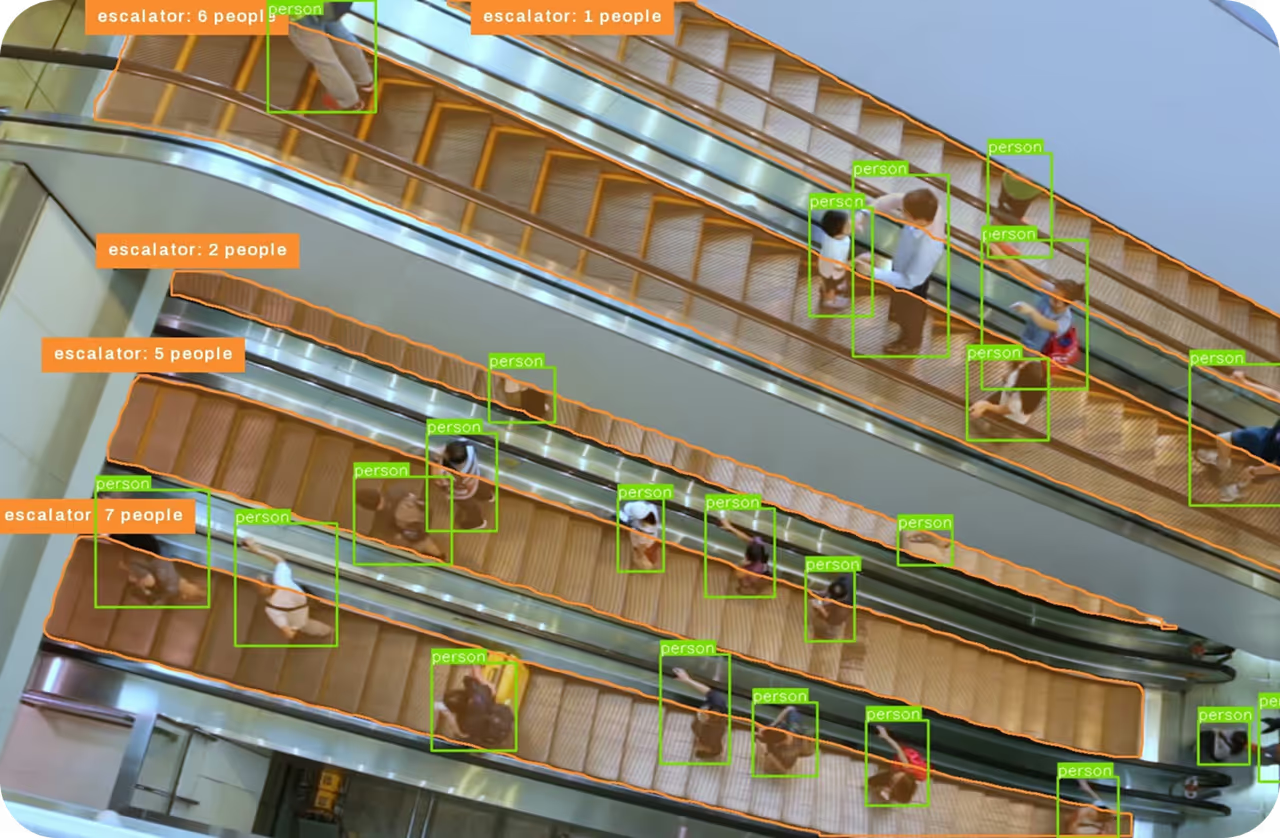
Protecting the health and safety of miners is paramount on mine sites. Mine sites can be a challenging environment to work in; from unstable ground to heavy-duty machinery, many areas are prone to potential safety issues. According to the US Mine Safety and Health Administration, there were around 42 mining fatalities in 2023 alone.
Computer vision techniques can be used to map out safe and hazardous zones around mining sites. Vision AI can monitor these sites in real time with high accuracy, eliminating the need for manual oversight. If someone enters an accident-prone zone, such as crushers, drills, or any large equipment that rotates or vibrates, alerts will be sent to supervisors. This system can prevent serious accidents while ensuring smooth mining operations.
Another good example is using computer vision to monitor safety protocols through object detection. These protocols can include identifying PPE (helmets, gloves, vests, goggles) and following proper operational procedures. An AI monitoring system can flag miners who are not following safety measures and alert concerned authorities.

Fig 4. An example of using YOLO11 to detect personal protective equipment (PPE).
Additionally, facial recognition and emotion detection can be added to these systems to monitor signs of stress and fatigue. If a miner is fatigued or exhausted while operating heavy mining machinery, supervisors can be alerted to prevent accidents.
Link to this sectionPros and cons of AI in mining#
AI-integrated mining offers a range of advantages, from real-time monitoring to faster emergency response. Here are some key benefits:
-
Cost reduction over time: Automation powered by AI reduces labor costs and operational inefficiencies, leading to significant savings over time.
-
Increased productivity: AI-enabled automation enhances productivity by streamlining repetitive tasks and optimizing workflows.
-
Faster emergency responses: AI can be used to quickly identify accidents, locate them, and provide critical details, speeding up emergency response times.
However, despite the growing adoption of AI in mining, there are still some challenges to consider:
-
High implementation costs: The cost of AI, computer vision systems, infrastructure, and skilled personnel can be a challenge for many small mining companies.
-
Harsh environmental conditions: Dust, low lighting, vibrations, and extreme weather can interfere with cameras and reduce the accuracy of AI systems.
-
Ethical and privacy concerns: Continuous monitoring often raises privacy and ethical issues. To build trust and support from workers, mining companies can be open about how data is collected and used.
Link to this sectionThe impact of AI-driven mining operations#
AI and computer vision technologies are significantly impacting mining operations all over the world. Surveys suggest that 96% of employees working at major mines all over the world believe that AI will have a noticeable impact on their mines.
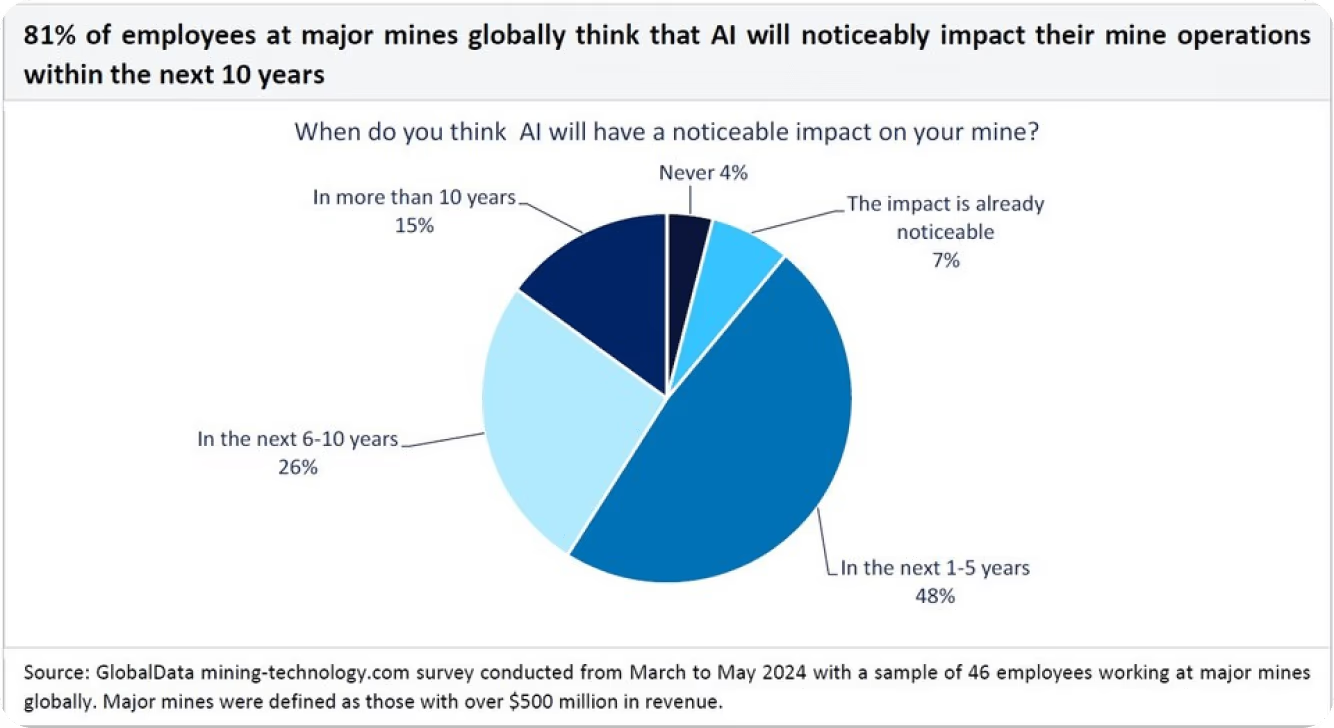
Fig 5. The Impact of AI on Mining.
It is evident that AI in mining is not just a trend but a fundamental shift towards safer, more efficient, productive, and sustainable operations. As technology advances, the potential for AI and computer vision to transform this industry also grows, offering promising prospects for the future.
Link to this sectionWrapping up#
AI and computer vision are changing the way mining works, making it safer, more efficient, and sustainable. These technologies help with tasks like predicting equipment maintenance, improving safety, and sorting ores more accurately.
While there are challenges, like high costs and tough working conditions, the benefits outweigh the downsides. As AI keeps improving, it will play an even bigger role in making mining smarter and more responsible in the future.
To learn more, visit our GitHub repository and engage with our community. Explore AI applications in self-driving cars and agriculture on our solutions pages. 🚀